



Для производства строительных материалов в автоклавах применяется тепловлажностная обработка. Анализ результатов экспериментальных исследований процесса производства шлакоблоков из золошлаковых материалов теплоэлектроцентралей (в том числе ТЭЦ г. Кумертау), использующих для топлива бурые угли, показывает [6], что существующие технологические аппараты и схемы не позволяют получить готовую продукцию необходимого качества. Этому препятствуют следующие основные причины: широкий диапазон изменения состава в золошлаковых материалов оксидов железа (3–27) % [1], следствием чего является случайный разброс оптимальной продолжительности стадий подъема и снижения давления и температуры в автоклаве, а также изотермической выдержки при постоянном давлении для технологических циклов автоклава; в существующих автоклавах насыщенный пар подается по одной трубе, что не позволяет равномерно нагреть весь объем автоклава и, как следствие, – увеличивается объем брака в составе готовых шлакоблоков. В существующих технологических регламентах на производство шлакоблоков приемлемое время изотермической выдержки при постоянных значениях давления и температуры в автоклаве являются постоянными, среднестатистическими параметрами, не учитывающими изменяющийся от партии к партии химический состав сырья. Как правило, их значение является завышенным, что ведет к снижению производительности автоклава, качества шлакоблоков и к перерасходу энергоресурсов.
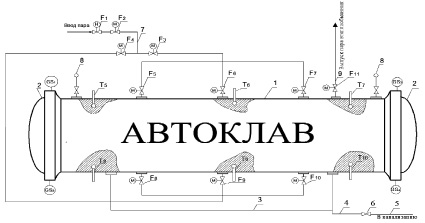
Рис. 1. Схематическая конструкция автоклава для производства шлакоблоков из золошлаков
Стадия изотермической выдержки наступает после достижения в автоклаве [5] (рис. 1) температуры 190 °С, закрытия вентилей F5...F10 и подачи сигнала на вход таймера длительности изотермической выдержки. Для придания шлакоблокам необходимой прочности на этой стадии в течение 8 часов с погрешностью ± 1 °С в автоклаве следует поддерживать температуру 190 °С и давление 1,2 МПа. В сущности, регулирование в данном случае сводится к компенсации потерь тепла автоклава за счет подачи дополнительных объемов пара через вентили F5...F10 в случае снижения показаний датчиков температуры Т5...Т10 ниже 190 °С. Поэтому регуляторы, установленные на автоклаве, должны без перерегулирования только повышать температуру, которая понижается из-за естественного рассеивания тепловой энергии.
Укрупненная логическая схема алгоритма регулирования температуры на стадии изотермической выдержки при постоянном давлении представлена на рис. 2. Из неё следует, что регуляторы для вентилей F5...F10 включаются в работу при условии снижения температуры в автоклаве ниже 190 °С (операторы условного перехода (Т5 < 190 °С)...(Т10 < 190 °С)). По истечении 8 часов срабатывает таймер (ТРвых = 8 ч), что свидетельствует об окончании стадии изотермической выдержки при постоянном давлении. В соответствии с логической схемой алгоритма регулирования вентили F5...F10 закрываются (F5...F10 = 0).
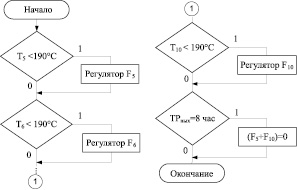
Рис. 2. Укрупненная логическая схема алгоритма регулирования температуры на стадии изотермической выдержки при постоянном давлении
Поскольку физические процессы в автоклаве не имеют достоверных и адекватных математических моделей (на сегодня информация о них представлена в виде уникального опыта экспертов предметной области), то в качестве регуляторов температуры в системе управления автоклавом выбраны нечеткие логические регуляторы с интервальной неопределенностью (НРсИН). Хотя имели место случаи использования для автоклавов классических ПИД и типовых нечетких регуляторов [2, 4], но эффективность оказалось низкой главным образом по следующим причинам:
– по регулированию температуры автоклав является многосвязным объектом управления с шестью взаимосвязанными регулируемыми параметрами, однако при использовании ПИД и типовых нечетких регуляторов упомянутая взаимосвязь не учитывается, что снижает показатели качества регулирования;
– многомерные регуляторы на основе ПИД и типовых нечетких регуляторов при широком диапазоне регулирования и неадекватной математической модели объекта управления обладают большой погрешностью и низким быстродействием, что затрудняет создание компенсаторов взаимного влияния контуров регулирования с необходимой точностью.
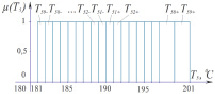
Краеугольным принципом использования многомерных НРсИН (МНРсИН) является интерпретация входных и выходных переменных, а также функций компенсации взаимовлияния контуров регулирования совокупностью четких термов, т.е. термов с прямоугольной формой функции принадлежности [3]. Поэтому на рис. 3, а представлена интерпретация регулируемого параметра Т5 совокупностью из 18 четких термов Т59-, Т58-, …, Т51-, Т51+, Т52+, …, Т58+, Т59+, у которых передний фронт описывается жестким, а задний – мягким неравенствами (например, 190 °С < Т51+ ≤ 191 °С и т.д.). Причем у термов Т59-, Т58-, …, Т51-, Т51+, Т52+, …, Т56+, Т57+ ширина равна 1 °С, а у термов Т58+, Т59+ – в 2 раза больше. Интерпретация остальных регулируемых параметров Т6, Т7, Т8, Т9 и Т10 аналогична.
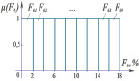
На рис. 3, б представлена интерпретация регулирующего параметра F5 совокупностью из девяти четких термов F51...F59 шириной 3 % от полного открытия вентиля. Аналитическое выражение её терм-множества имеет следующий вид:
 (1)
(1)
где i – номер четкого терма.
Интерпретация регулирующих параметров F6–F10 совокупностью четких термов аналогична. Только на рис. 3 и в выражении (1) вместо цифры 5 используются цифры 6–10.
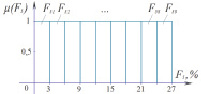
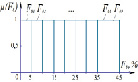
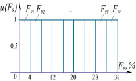
Графическая форма представления универсальных терм-множеств для регулирующих параметров F6, F8, F9 и F10 представлена на рис. 4, а их аналитические выражения имеют следующий вид:


 (2)
(2)
Знак суммы в выражениях (2) означает совокупность четких термов. Графическая и аналитическая формы универсальных терм-множеств регулирующего параметра F10 такие же, как и у параметра F8. Только на рис. 4 и в выражении (2) цифру 8 следует заменить цифрой 10.
а б
Рис. 3. Интерпретация регулируемого параметра Т5 (а) и регулирующего параметра F5 (б) совокупностью четких термов
а б в
Рис. 4. Интерпретация регулирующих параметров F6...F9 совокупностью четких термов
Как известно [2, 4], преимуществом НРсИН перед ПИД и типовыми нечеткими регуляторами при автоматизации сложных, нелинейных и многосвязных объектов управления высокого порядка, представленных вербальной моделью, является низкая погрешность и высокое быстродействие. Эти характеристики позволяют построить МНРсИН с хорошей компенсацией взаимного влияния контуров регулирования.
Таким образом, предложен алгоритм изотермической выдержки при постоянном давлении, в котором для снижения доли брака в шлакоблоках стабилизация температуры 190 ± 1 °С при тепловлажностной обработке осуществляется шестимерным нечетким регулятором с компенсатором взаимного влияния контуров регулирования в виде дополнительной системы продукционных правил.
Исходные данные для разработки такого компенсатора предлагается получить из эксперимента по снятию для каждого контура регулирования МНРсИН двух характеристик «Вход-выход»: в автономном и многосвязном режимах работы контуров. Применительно к регуляторам температуры автоклава автономный режим означает следующее: при наступлении стадии изотермической выдержки с постоянным давлением температуру 190 °С поддерживает только один из шести регуляторов. Вентили остальных регуляторов закрыты. Тем самым сведено к минимуму их влияние на исследуемый контур. В случае многосвязного режима штатно работают все регуляторы. Поэтому полученная в таких условиях характеристика «Вход-выход» рассматриваемого регулятора будет учитывать влияние остальных контуров МНРсИН.
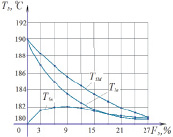
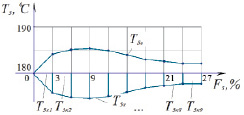
В соответствии с изложенным планом эксперимента были получены характеристики «Вход-выход» для всех шести регуляторов температуры автоклава. Например, на рис. 5 изображены характеристики «Вход-выход» Т5а = f(F5) для автономного, а Т5м = f(F5) – для многосвязного режимов работы регулятора, относящиеся к вентилю F5. Их разность по оси ординат представлена функцией влияния всех остальных контуров регулирования на контур Т5: Т5в = Т5м – Т5а.
Физический смысл кривых для «своих» контуров регулирования аналогичен. Следует отметить, что исходя из конструкции автоклава характеристики «Вход-выход» регулятора Т7 такие же, как и у регулятора Т5. Такое же совпадение и по тем же соображениям имеет место и для регуляторов Т8 и Т10.
а б
Рис. 5. Характеристики «Вход-выход» регулятора Т5 в автономном (Т5а), многосвязном (Т5м) режимах и функция влияния Т5в = Т5м – Т5а (а) и интерпретация компенсационной функции Т5к совокупностью четких термов Т5к1...Т5к9 (б)
При синтезе многомерных регуляторов, в том числе МНРсИН, центральной задачей, напрямую связанной с повышением показателей качества регулирования, является разработка компенсаторов взаимного влияния контуров регулирования. Для её решения предлагается использовать функции влияния Т5в...Т10в регуляторов температуры автоклава.
Идея компенсации состоит в генерации в операционной среде каждого контура регулирования, программно реализованного МНРсИН, функции, являющейся зеркальным отображением функций Т5в...Т10в относительно оси абсцисс. Полученные таким образом новые функции интерпретируются совокупностью четких термов, которые используются для построения компенсационной системы продукционных правил.
На рис. 5, б изображены компенсационные функции Т5к...Т10к, построенные в результате зеркализации функций влияния Т5в...Т10в соответственно относительно оси абсцисс. Для программной реализации функции Т5к...Т10к представлены совокупностью из девяти четких термов. Например, функция Т5к, полученная зеркализацией функции Т5в относительно оси абсцисс, заменяется термами Т5к1...Т5к9 шириной 3 %, покрывающими диапазон изменения регулирующего параметра F5, равный 27 %. Остальные компенсационные функции, строятся аналогичным образом и имеют аналогичные параметры. Компенсационные функции для F7к и F10к идентичны функциям F5к и F8к соответственно.
Компенсационным функциям Т5к...Т10к соответствуют следующие аналитические выражения универсальных терм-множеств:
 (3)
(3)



где i – номер четкого терма.
Введение компенсационных функций изменило структуру программы, реализующей МНРсИН температуры в автоклаве. В такой программе для каждого контура регулирования наряду с регулирующими (РСППт5...РСППт10) присутствуют компенсирующие (КСППт5...КСППт10) системы продукционных правил.
Тем самым сводится к минимуму взаимное влияние контуров многомерного нечеткого регулятора с интервальной неопределенностью и происходит повышение показателей качества регулирования температуры в автоклаве на стадии изотермической выдержки с постоянным давлением.
Замена регулирующих (F5...F10) и регулируемых (Т5...Т10) параметров автоклава совокупностью четких термов позволяет построить систему продукционных правил для шестиконтурного нечеткого регулятора. Для контура с регулируемым параметром Т5 такая система имеет следующую структуру:
 (4)
(4)
Из (4) следует, что значение параметра Т5 поддерживается на уровне 190 °С с погрешностью ± 1 °С (рис. 2, а), а для компенсации влияния других контуров регулирования на параметр Т5 в консеквентны продукционных правил введены четкие термы Т5к1...Т5к9. Системы продукционных правил, относящиеся к регулируемым параметрам Т6...Т10, имеют аналогичную структуру.
Таким образом, предложена модель управления автоклавом на основе регулятора температуры с интервальной неопределенностью, обеспечивающей снижение объема бракованных шлакоблоков и экономию энергии, которые вызваны более точной компенсацией взаимного влияния контуров регулирования для технологической стадии «Изотермическая выдержка при постоянном давлении».