



Материалы и методы исследования
В работе использовали традиционный выпрямитель ВДУ-506 и инвертор Handy TIG 180 AC/DC Control Pro при силе сварочного тока 60, 80, 100 А (из интервала значений, рекомендованных заводом-изготовителем электродов) [1–2]. Изменение силы тока отражается на протяженности зоны термического влияния и должно воздействовать на содержание элементов в наплавленном металле, что может привести к изменению его структуры. Пластины сталей 12Х18Н10Т и 20Х13 сваривали встык, марки и химический состав исследованных электродов диаметром 3,2 мм приведены в табл. 1–2.
Для определения химического состава наплавленного металла и электродных стержня и покрытия использовали рентгенофлюоресцентный анализ (РФА) зачищенного шва на спектрометре X-MET 5000 с пакетом программ Х MET. Перед проведением РФА поверхность исследуемых образцов шлифовали.
Таблица 1
Химический состав электродных стержней
|
Марка электрода |
С, % |
Si, % |
Mn, % |
Cr, % |
Ni, % |
Nb, % |
S, % |
P, % |
|
ОК 76.35 |
0,09 |
0,11 |
0,5 |
0,03 |
– |
– |
0,011 |
0,010 |
|
ОЗЛ-6 |
0,09 |
0,7 |
1,42 |
20,9 |
11,51 |
0,52 |
0,015 |
0,010 |
|
УОНИ-13\НЖ |
0,11 |
0,09 |
0,64 |
10,45 |
0,4 |
– |
0,025 |
0,030 |
|
ЦЛ-9 |
0,08 |
0,36 |
1,71 |
17 |
11 |
0,9 |
0,010 |
0,020 |
|
Feji ER-308 |
0,06 |
0,5 |
2,04 |
18,95 |
9,77 |
0,01 |
0,02 |
0,03 |
|
OK 61.30 |
0,05 |
0,05 |
2,03 |
19,55 |
9,66 |
0,02 |
0,01 |
0,02 |
|
ОЗЛ-8 |
0,6 |
1 |
1,92 |
17,58 |
8,33 |
0,01 |
0,018 |
0,025 |
Таблица 2
Химический состав электродных покрытий
|
Марка электрода |
Si, % |
Mn, % |
Cr, % |
Mo, % |
Ca, % |
Ti, % |
V, % |
Fe, % |
|
ОК 76.35 |
0,6 |
3,1 |
8,5 |
0,89 |
28,97 |
7,7 |
0,084 |
8,5 |
|
ОЗЛ-6 |
1,44 |
3,67 |
3 |
0,07 |
32,97 |
3,24 |
0,074 |
6,2 |
|
УОНИ-13\НЖ |
2,1 |
9,4 |
21,08 |
1,08 |
21,76 |
6,9 |
0,09 |
40 |
|
ЦЛ-9 |
0,87 |
9,4 |
25,19 |
0,87 |
33,08 |
8,9 |
0,075 |
38,18 |
|
Feji ER-308 |
0,8 |
4,94 |
15,95 |
0,19 |
25 |
21,03 |
0,93 |
27,33 |
|
OK 61.30 |
1,5 |
4,69 |
17,16 |
0,35 |
20 |
7,01 |
1,03 |
41,07 |
|
ОЗЛ-8 |
1,6 |
2,56 |
2,5 |
0,02 |
30 |
4,10 |
0,05 |
1,86 |
Эффективную тепловую мощность источника нагрева определяли по параметрам дуги [3]:
Qэ = η·U·I,
где Qэ – эффективная тепловая мощность дуги, Вт; η – эффективный КПД сварочной дуги (для ручной дуговой сварки приняли h = 0,7); U – напряжение дуги, В; I – сварочный ток, А.
Инверторный источник обладает большей величиной Qэ на 12 % по сравнению с выпрямителем.
Результаты исследования и их обсуждение
В табл. 3 приведены результаты определения химического состава наплавленного металла.
Таблица 3
Содержание легирующих элементов в наплавленном металле
|
№ п/п |
Электрод |
Св. ток, А |
Химический состав наплавленного металла, % |
|||||
|
ВДУ-506 |
Handy TIG 180 AC/DC |
|||||||
|
Cr |
Ni |
Mn |
Cr |
Ni |
Mn |
|||
|
Для стали 12Х18Н10Т |
||||||||
|
1 |
Feji ER-308 |
60 |
18,28 |
9,56 |
1,19 |
18,18 |
9,76 |
1,1 |
|
2 |
80 |
18,36 |
9,86 |
1,02 |
18,6 |
9,9 |
1,01 |
|
|
3 |
100 |
18,31 |
9,82 |
0,94 |
18,55 |
9,88 |
0,9 |
|
|
4 |
ОЗЛ-8 |
60 |
17,2 |
8,97 |
1,69 |
17,29 |
9,11 |
1,46 |
|
5 |
80 |
17,14 |
8,54 |
1,92 |
17,08 |
8,41 |
1,92 |
|
|
6 |
100 |
17,02 |
8,43 |
1,99 |
18,5 |
8,29 |
1,95 |
|
|
7 |
OK 61.30 |
60 |
19,16 |
9,75 |
0,78 |
19,42 |
9,59 |
0,8 |
|
8 |
80 |
18,82 |
9,65 |
0,85 |
18,77 |
9,65 |
0,86 |
|
|
9 |
100 |
18,75 |
9,68 |
0,88 |
19,2 |
9,65 |
0,83 |
|
|
Для стали 20Х13 |
||||||||
|
10 |
УОНИ-13\НЖ |
60 |
13,2 |
0,48 |
0,39 |
13,14 |
0,4 |
0,39 |
|
11 |
80 |
13,06 |
0,46 |
0,6 |
12,84 |
0,39 |
0,54 |
|
|
12 |
100 |
12,67 |
0,39 |
0,39 |
12,54 |
0,42 |
0,31 |
|
|
13 |
ЦЛ-9 |
60 |
17,49 |
11,2 |
1,17 |
16,16 |
9,5 |
0,86 |
|
14 |
80 |
16,26 |
9,8 |
1,03 |
15,11 |
9,75 |
0,67 |
|
|
15 |
100 |
13,50 |
10,5 |
0,58 |
12,5 |
10,4 |
0,26 |
|
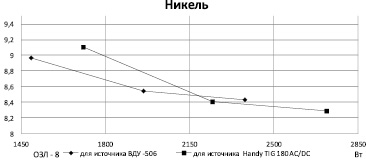
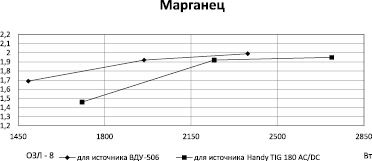
На рис. 1–3 приведены примеры зависимостей содержания легирующих элементов в наплавленном металле от эффективной тепловой мощности дуги.
В наплавленный металл переходит требуемое количество хрома, достаточное для обеспечения коррозионной стойкости металла шва [4]. При этом сталь 20Х13 имеет мартенситную или феррито-мартенситную (в зависимости от скорости охлаждения) структуру, а сталь 12Х18Н10Т – аустенитную. Тип источника питания практически не влияет на степень перехода легирующих элементов в наплавленный металл (в пределах погрешности измерений), за исключением использования электродов ЦЛ-9. В этом случае содержание элементов в наплавленном металле при сварке с выпрямителем ВДУ-506 на 0,3–1,3 массовых % выше. Минимальное из указанных значений наблюдается при переходе марганца, содержание которого в металле невелико. Преимущество инверторного источника питания, обеспечивающего больший переход легирующих элементов наблюдается в случае получения сварного соединения на повышенном токе 140А.
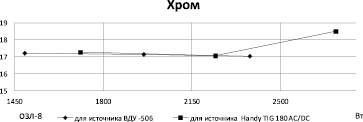 а
а
 б
б
 в
в
Рис. 1. Зависимость содержания легирующих элементов в наплавленном металле от эффективной тепловой мощности дуги при получении соединений стали 12Х18Н10Т электродами ОЗЛ-8
С увеличением эффективной тепловой мощности степень перехода легирующих элементов в наплавленный металл изменяется в пределах погрешности измерений, за исключением получения соединений электродами ЦЛ-9 и ОЗЛ-8. В этих случаях различие концентрации может достигать 4,6 масс. %. Слабая зависимость степени перехода элементов от Qэ может определяться составом электродного покрытия, а также малым интервалом исследованных значений эффективных мощностей, который был выбран в соответствии с рекомендациями завода-изготовителя электродов.
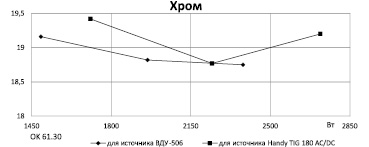
Рис. 2. Зависимость содержания хрома в наплавленном металле от эффективной тепловой мощности дуги при получении соединений стали 12Х18Н10Т электродами ОК 61.30
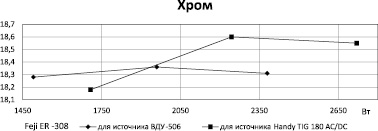
Рис. 3. Зависимость содержания хрома в наплавленном металле от эффективной тепловой мощности дуги при получении соединений стали 12Х18Н10Т электродами Feji ER-308
Максимальное содержание хрома и никеля в наплавленном металле при сварке пластин из стали 12Х18Н10Т наблюдали в случае использования электродов ОК 61.30 и Feji ER-308, а при соединении пластин из стали 20Х13 – когда применили электроды ЦЛ-9. В указанных случаях хром переходил как из электродного стержня, так и из покрытия; никель – только из стержня, т.к. он обладает малым сродством к кислороду [5] и практически не окисляется в процессе сварки.
Рецензенты:
Артамонов Е.В., д.т.н., профессор, заведующий кафедрой «Станки и инструменты» Института промышленных технологий и инжиниринга, г. Тюмень;
Некрасов Ю.И., д.т.н., профессор, заведующий кафедрой «Технология машиностроения» Института промышленных технологий и инжиниринга, г. Тюмень.
Работа поступила в редакцию 10.10.2014.
Библиографическая ссылка
Мамадалиев Р.А., Кусков В.Н., Галинский А.А. ВЛИЯНИЕ ИСТОЧНИКА НАГРЕВА НА ЛЕГИРОВАНИЕ НАПЛАВЛЕННОГО МЕТАЛЛА ПРИ ПОЛУЧЕНИИ СОЕДИНЕНИЙ ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ // Фундаментальные исследования. – 2014. – № 11-3. – С. 515-518;URL: https://fundamental-research.ru/ru/article/view?id=35552 (дата обращения: 19.04.2024).