



В настоящее время для производства корпусных элементов, изготавливаемых из алюминиевых сплавов, широко применяется сварка трением с перемешиванием (СТП) [1]. Данным методом возможно получение неразъемных качественных соединений даже из тех сплавов, которые не поддаются электродуговой или аргонодуговой сварке, что особенно важно для разработки и усовершенствования корпусных элементов с повышенной прочностью и сниженными габаритами и массой. В последние годы данный вид сварки широко применяется рядом крупных авиаконцернов, таких как «Boeing», «Airbus» и др. В Российской Федерации в промышленном масштабе СТП используется, в частности, на ЗАО «Чебоксарское предприятие ‟Сеспель”» при изготовления герметичных емкостей для автомобильных полуприцепов, предназначенных в том числе для перевозки опасных грузов. Следует отметить, что сварным соединениям, получаемым данным методом, присущ специфический набор дефектов, отличных от дефектов, характерных для сварки плавлением, что требует разработки комплексной методики диагностики качества получаемых швов [3–5].
В ранее проведенных работах была разработана методика выявления дефектов в объеме шва с применением ультразвукового и рентгеновского методов контроля. Для ультразвукового метода с использованием фазированной антенной решетки показано, что данным методом возможно определение дефектов по всему объему сварного шва с высокой степенью достоверности полученных результатов [2].
Но, помимо дефектов, находящихся в объеме шва, существенное влияние на прочность соединения оказывают поверхностные дефекты, такие как непровар корня шва, поры и трещины в поверхностном слое и др. Одним из наиболее высокопроизводительных и точных методов, позволяющих выявлять дефекты, расположенные в поверхностном слое или в тонком приповерхностном слое, является вихретоковый метод контроля. В данном случае для контроля дефектов использовался измерительный комплекс с матричным вихретоковым преобразователем «Ectane» производства компании «Eddyfi». Использование матричного датчика позволяет за один проход вдоль сварного соединения обнаруживать дефекты по всей ширине шва и околосварной зоны.
Целью данной работы является выявление дефектов в поверхностном слое сварных СТП-соединений алюминиевых сплавов с применением матричного вихретокового преобразователя и разработка методики вихретокового контроля данных соединений.
Материалы и методы исследования
Ввиду высокой шероховатости соединений с лицевой стороны шва их исследование с данной стороны является затруднительным, поэтому сканирование проводится с корневой стороны соединения. Кроме того, сканирование целесообразно проводить именно с корневой стороны шва, так как здесь может находиться наиболее опасный дефект СТП-соединений – непровар корня шва.
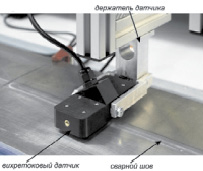
Для исследований выбраны образцы алюминиевого сплава Д16 толщиной от 5 до 10 мм. Сканирование проводили с использованием матричного вихретокового датчика (преобразователя), закрепленного в подпружиненной вилке, установленной на дефектоскопическом стенде (рис. 1, а). Датчик подключался к вихретоковому дефектоскопу. Для отсчета расстояния при построении скана использовался датчик пути (энкодер), также подключенный к дефектоскопу. При сканировании вихретоковый датчик перемещался с постоянной скоростью и записывался скан сварного соединения и околосварной зоны шириной около 50 мм с использованием штатного программного обеспечения дефектоскопа.
Частота и амплитуда сигнала дефектоскопа подбиралась эмпирическим путем для получения максимально информативной картины и контрастного проявления дефектов на скане. По результатам подбора частота импульсов составила 400 кГц, амплитуда – 5 В. Такие параметры сигнала оказались оптимальными для выявления дефектов, расположенных на поверхности.
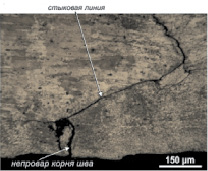
Главной целью проведения вихретоковой дефектоскопии было выявление непровара корня шва (рис. 1, б). Данный дефект в поперечном сечении характеризуется наличием несплошности, расположенной вдоль так называемой стыковой линии по границе соединяемых листов металла.
При наличии непровара корня шва разрушение образцов при механических испытаниях на растяжение происходит именно по нему. Исследования характеристик дефектов в настоящей работе производились путем вихретокового контроля с последующим изучением поперечных металлографических шлифов для идентификации типа дефекта.
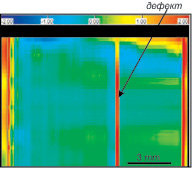
Для настройки и калибровки прибора использовался эталонный дефект шириной 300 мкм и глубиной 300 мкм (рис. 2).
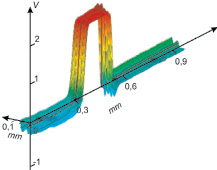
В работе для определения области нахождения дефекта анализировалось 2D-изображение области сканирования (рис. 2, a), а для получения численной информации о распределении сигнала вдоль дефекта 3D-изображение области дефекта. При дефектах с большой шириной раскрытия и глубиной амплитуда вихретокового сигнала может доходить до 2–5 вольт, в представленном случае – 2 вольта. Вид сигнала в поперечном сечении зависит от ширины дефекта и от скорости сканирования. Сигнал от эталонного дефекта при выбранной скорости сканирования имеет П-образный вид. После калибровки и балансировки катушек матричного преобразователя производилась съемка вихретокового скана сварного шва и анализ полученных результатов.
а б
Рис. 1. Общий вид установленного датчика для вихретокового контроля (a) и металлографическое изображение основного определяемого типа дефекта (б)
а б
Рис. 2. Вихретоковый сигнал области сканирования эталонного дефекта глубиной 0,3 мм и шириной 0,3 мм (2D представление всей области сканирования (a) и 3D изображение сигнала от дефекта (б))
Результаты исследования и их обсуждение
Вихретоковый сигнал области сканирования сварного соединения, полученного сваркой трением с перемешиванием образца толщиной 5 мм, представлен на рис. 3.
Из представленного на рис. 3 изображения видно, что на вихретоковом скане в области сканирования сварного шва выделяется ряд дефектов, подтвержденных также анализом поперечных металлографических шлифов. Помимо дефектов самого шва четко выделяется след от выхода инструмента. Основными дефектами, обнаруживаемыми в данном случае, являются:
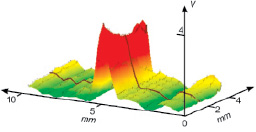
1. Непровар металла в корне шва. Продольный дефект с высокой амплитудой вихретокового сигнала (рис. 4, a). Амплитуда сигнала составляет для данного типа дефекта порядка 4–5 вольт, сигнал имеет V-образный вид.
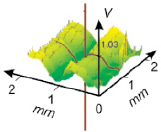
2. Поры и несплошности в поверхностном слое шва (рис. 4, б). Данный вид дефекта характеризуется волнистой формой сигнала. Несмотря на то, что он имеет небольшое значение амплитуды сигнала (до 1 вольт), дефект можно надежно идентифицировать по форме и месту расположения на шве.
Вышеописанные дефекты хорошо выявляются вихретоковым датчиком с матричным преобразователем для всех толщин образцов даже при высокой скорости сканирования – 20–25 мм/с, что делает данный метод перспективным с точки зрения проведения экспресс-сканирования сварных соединений, полученных сваркой трением с перемешиванием.
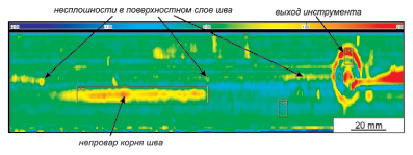
Рис. 3. Область сканирования сварного шва с дефектами
а б
Рис. 4. Сигнал (3D изображение) вихретокового датчика от дефектов: а – непровар корня шва; б – несплошности в поверхностном слое
Следует отметить, что выраженная стыковая линия, декорированная оксидами, сама по себе является дефектом, снижающим прочность сварного соединения. Обнаружение выраженной стыковой линии вихретоковым методом является задачей дальнейших исследований.
Заключение
Проведенные исследования показали, что для диагностики поверхностных дефектов в сварных соединениях, полученных сваркой трением с перемешиванием, успешно применима методика вихретокового контроля с матричным вихретоковым преобразователем. Она позволяет выявлять геометрические дефекты на поверхности, типа следа от выхода инструмента, поры и несплошности в поверхностном слое шва, а также наиболее опасный с эксплуатационной точки зрения дефект – непровар корня шва. Преимуществом использования матричного вихретокового преобразователя является то, что он позволяет не только выявлять дефекты, но непосредственно по полученному скану определять положение дефекта в сварном СТП-соединении.
Высокая скорость сканирования, обеспечиваемая применением матричного вихретокового преобразователя, при разработке соответствующей методики позволяет использовать данный метод для экспресс-сканирования сварных швов.
Работа выполнена по проекту № III.23.2.4 фундаментальных исследований СО РАН на 2013–2016 гг., при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0063) в рамках реализации Постановления Правительства РФ № 218.
Рецензенты:
Сизова О.В., д.т.н., профессор, главный научный сотрудник ИФПМ СО РАН, г. Томск;
Семухин Б.С., д.т.н., ведущий научный сотрудник лаборатории физики прочности ИФПМ СО РАН, г. Томск.
Библиографическая ссылка
Чумаевский А.В., Рубцов В.Е., Колубаев Е.А., Тарасов С.Ю. ПРИМЕНЕНИЕ ВИХРЕТОКОВОГО КОНТРОЛЯ ДЛЯ ОБНАРУЖЕНИЯ ДЕФЕКТОВ В СВАРНЫХ СОЕДИНЕНИЯХ АЛЮМИНИЕВОГО СПЛАВА Д16, ПОЛУЧЕННЫХ СВАРКОЙ ТРЕНИЕМ С ПЕРЕМЕШИВАНИЕМ // Фундаментальные исследования. – 2015. – № 9-3. – С. 528-531;URL: https://fundamental-research.ru/ru/article/view?id=39218 (дата обращения: 20.04.2024).