



В настоящее время во всем мире значительные ресурсы тратятся на развитие аддитивных технологий, называемых 3D-технологиями. Для создания новых перспективных разработок требуются не только значительные финансовые средства, но и квалифицированные научные кадры. Томский политехнический университет (ТПУ) начал активно участвовать в разработке и продвижении аддитивных технологий. На базе ТПУ создан центр аддитивных технологий.
Известно, что при трехмерной печати одним из наиболее распространенных подходов является изготовление детали путем послойного добавления материала. На сегодняшний день эта технология активно совершенствуется и имеет ряд отличных друг от друга направлений развития. Эти направления отличаются друг от друга, как выбором материалов, так и способом их послойного нанесения. Наиболее перспективным направлением развития с точки зрения применения в промышленности является печать металлическими порошками. Большинство реализуемых промышленных установок, печатающих металлическими порошками, используют технологию SLS, однако встречаются и промышленные установки, печатающие методом EBM. Недостатком данных машин является высокая стоимость их и расходных материалов – порошков, закрытое программное обеспечение, позволяющее работать только с определенными порошками, регулировки в узком диапазоне параметров. Поэтому на данном этапе использование таких технологий достаточно редко. Исходя из этого одним из важнейших направлений работы центра перспективных технологий ТПУ стала разработка собственного оборудования и технологии 3D печати методом SLS. Структурная схема разработанного 3D принтера представлена на рис. 1.
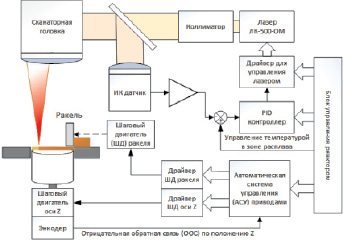
Рис. 1. Структурная схема разработанной установки SLS печати
Исследовательская работа в направлении 3D печати требует от оборудования возможности работы в широких диапазонах параметров (параметров расходных материалов – размеров и форм используемых порошков, параметров источника тепла – мощность лазера или электронного луча). Поэтому при создании центра аддитивных технологий установки для реализации выбранных технологий не покупались, а изготавливались подразделениями ТПУ. Был создан макет установки для проведения экспериментальных работ по селективному лазерному сплавлению мелкодисперсных металлических порошков. Данная установка предназначена для выполнения следующих видов работ:
– Теоретические и экспериментальные исследования физико-химических процессов, происходящих в порошковых материалах при воздействиях лазерного излучения.
– Разработка физических основ и методов послойного лазерного спекания и сплавления мелкодисперсных металлических порошков.
– Верификация моделей послойного синтеза материалов.
– Обучение студентов.
– Разработка промышленной установки селективного лазерного плавления.
Созданная установка SLS включает в себя:
? источник излучения;
? камеру-реактор;
? систему развертки лазерного излучения (сканаторная система);
? программное обеспечение;
? блок управления;
? систему подачи и откачки газа;
? систему визуального контроля процесса сплавления.
Одним из перспективных направлений применения 3D принтеров в настоящее время является печать из биосовместимых материалов. Одним из таких материалов является сплав титана и ниобия. Данный сплав практически невозможно получить в условиях наличия воздуха из-за его высокой реакционной способности. Изготовление литых деталей из-за этого из титан-ниобиевого сплава сопряжено со значительными трудностями. Значительно упростить процесс формирования изделий из него возможно при использовании SLS технологии. Установка 3D печати позволяет получать сплав титана и ниобия из порошка этих материалов в процессе печати. Создание инертной атмосферы или вакуума в камере для печати предохраняет порошок от окисления.
Для проведения исследовательских работ по сплавлению порошки титана и ниобия смешивались в массовом соотношении 3:2. Характерные размеры порошка составляли 1–30 мкм. Сплавление осуществлялось при следующих условиях работы 3D принтера:
– Мощность излучения – 200 Вт;
– Скорость сканирования – 0,03–0,10 мм/с;
– Характерный диаметр пучка на поверхности образца – 100 мкм;
– Ширина развертки (смещение луча относительно предыдущего прохода) – 100 мкм;
– Толщина слоя порошка – 100 мкм;
– Давление инертного газа (аргона) в камере – 150 кПа (~1,5 атм.).

а б
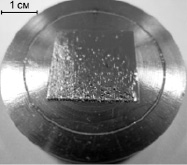
Рис. 2. Фотографии образцов, полученных при лазерном сплавлении на установке «ЛУЧ»: а – одиночный сплавленный слой смеси порошков титана и ниобия; б – образец, полученный при последовательном сплавлении 14 слоев смеси порошков титана и ниобия
Энергетические параметры излучения обеспечивали нагрев и частичное плавление основной массы порошка в смеси, а повышенное давление газа подавляло образование пароплазменного факела и препятствовало разбрызгиванию капель металла, образующихся в результате нагрева мелких порошинок. Фотографии полученных образцов предоставлены на рис. 2.
По фотографиям видно, что качество сплавления невысоко – структура поверхности шероховатая, заметны «дорожки», соответствующие движению пучка по поверхности, присутствуют «кратеры» и «капли» металла. Для выяснения всех обстоятельств, приводящих к такому результату, следует подробно рассмотреть процесс светового воздействия на мелкодисперсные металлические порошки:
– плотность порошка перед воздействием можно полагать насыпной, поскольку его небольшое поддавливание осуществляется только разравнивающей системой. Таким образом, теплопроводность и теплоемкость спекаемых слоев должна существенно отличаться от аналогичной у сплошных тел. Отсюда нетрудно заключить, что существует некоторая оптимальная толщина слоя порошка, связанная со скоростью сканирования, полностью прогреваемая и сплавляемая за время воздействия;
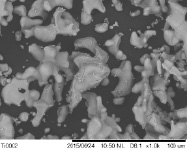
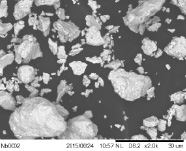
– судя по характерным размерам и форме частиц порошка (рис. 3), могут отличаться не только их коэффициенты поглощения света, но и механизмы поглощения. Частично прояснить эти вопросы в линейном приближении можно в рамках теории Ми. На рис. 4 представлены результаты расчетов относительного сечения поглощения  (R – радиус частицы), выполненные в приложении [2, 5, 7], корректность работы которого проверялась сравнением с данными [3]. Комплексные показатели преломления чистого титана и ниобия взяты из базы данных [6], обобщающей информацию из [4]. Слабое изменение
(R – радиус частицы), выполненные в приложении [2, 5, 7], корректность работы которого проверялась сравнением с данными [3]. Комплексные показатели преломления чистого титана и ниобия взяты из базы данных [6], обобщающей информацию из [4]. Слабое изменение  в диапазоне 1–100 мкм (рис. 4) указывает на установившийся механизм поглощения, аналогичный массивному телу, что дополнительно подтверждается установившимся значением альбедо частиц
в диапазоне 1–100 мкм (рис. 4) указывает на установившийся механизм поглощения, аналогичный массивному телу, что дополнительно подтверждается установившимся значением альбедо частиц  . Добавим, что достаточно долгое время светового воздействия t, превышающее характерное время прогрева порошинки ? ? R2/? << << t (? – температуропроводность металла), нивелирует разницу в механизмах поглощения света мелкими и крупными порошинками.
. Добавим, что достаточно долгое время светового воздействия t, превышающее характерное время прогрева порошинки ? ? R2/? << << t (? – температуропроводность металла), нивелирует разницу в механизмах поглощения света мелкими и крупными порошинками.
– На различия в коэффициентах поглощения излучения накладывается разная скорость нагрева титана и ниобия. Из-за разницы в теплофизических характеристиках [7] при одинаковой мощности внешнего источника тепла титан переходит в жидкую фазу еще до того, как ниобий нагреется до температуры плавления.
– Наконец, самой существенной является в целом разная скорость нагрева порошинок, пропорциональная в адиабатическом приближении их объему. То есть, если в смеси порошков размеры частиц отличаются друг от друга хотя бы в два раза, их температуры разогрева будут отличаться уже практически на порядок. Учет фазового перехода при этих же условиях подразумевает одновременное сосуществование жидкой и твердой фазы, различные скорости испарения и т.д.
а б
Рис. 3. Фотографии частиц порошка титана (а), ниобия (б)
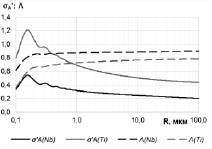
Рис. 4. Относительные сечения поглощения и альбедо частиц порошка ниобия и титана, рассчитанные в приближении плоской волны с длиной 1,07 мкм в вакууме при n(Ti) = 3,4–3,7i; n(Nb) = 1,562–5,486i
По результатам такого анализа следует заключить, что в основе повышения качества деталей, получаемых путем сплавления, лежат жесткие требования к дисперсности порошков, связанные друг с другом достаточно простыми соотношениями. Исходя из приведенных выше оценок средний размер частиц порошка титана и ниобия должен отличаться не более чем в два раза. Распределение частиц при этом должно лежать в узком диапазоне.
Авторы признательны сотруднику ТПУ, оказавшему помощь в обсуждении настоящей работы – А.С. Скрипину.
Работа выполнена при финансовой поддержке российского научного фонда, проект 15-19-00191.
Рецензенты:
Шаркеев Ю.П., д.ф.-м.н., зав. лабораторией, Институт физики прочности и материаловедения СО РАН, г. Томск;
Дерюгин Е.Е., д.ф.-м.н., профессор, Институт физики прочности и материаловедения СО РАН, г. Томск.