



Для выпуска конкурентоспособной продукции, которая отвечает мировым стандартам, недостаточно автоматизировать отдельные этапы проектирования изделий, так как в плане достижения ощутимых результатов необходим комплексный подход [2] в отношении использования интегрированной платформы для автоматизации процесса производства. Речь идёт о реализации концепции сквозной автоматизации, отвечающей за полноценную интеграцию, и взаимодействии всех компонент комплексной системы автоматизации конструкторско-технологической подготовки производства (КТПП). Таким образом, сквозная автоматизация КТПП – это совокупность программного обеспечения и методик его использования для создания единого информационного пространства по управлению жизненным циклом производства и выпуска изделия с представлением данного процесса в цифровом формате с учетом отечественных ГОСТ в области управления производственным процессом и информацией об изделии [3].
Стоимость материала и комплектующих при серийном производстве изделия является постоянной константой в структуре расходов. Однако при проектировании и запуске в производство модернизированного или нового изделия данная величина становится переменной и требует непрерывной временной по мере развития опытно-конструкторских работ и процесса технологической подготовки производства (ТПП). Таким образом, предприятию, которое занимается проектными работами в машиностроительной отрасли, необходима автоматизированная система нормирования, которая может совершать расчёты стоимости материалов и комплектующих и готовить в режиме реального времени различные отчёты с учетом требований отечественных и международных стандартов.
Для реализации сквозной автоматизации на предприятии ОАО «Электровыпрямитель» (г. Саранск, республика Мордовия, РФ) создана система автоматизированного нормирования материалов, которая интегрирована с существующими системами технологической подготовки производства. Основные задачи функционирования системы – структурирование процедуры взаимодействия участников создания технологической документации (ТД), сокращение сроков проектирования изделия и ТД, повышение качества и эффективности проектирования изделий и подготовки документации. Система позволяет автоматизировать процедуры оформления документации за счет использования технологии параллельного проектирования, унифицировать проектные решения и процессы проектирования, реализовать возможность повторного использования наработанных расчётов, заменить натурную резку метала методами математического моделирования и т.п.
Предложенная автоматизированная система нормирования материалов предназначена для расчета норм расхода материалов, размеров заготовки с учетом припусков на обработку и отрезку. В зависимости от вида и профиля заготовки технологу предоставляется возможность в интерактивном режиме выбрать необходимый вид расчета с учетом различных условий и алгоритмов. Для оптимизации расхода материалов также предусмотрена возможность выполнения нескольких вариантов расчета с последующим выбором оптимального. Сформированный расчёт в дальнейшем сохраняется в базе данных САПР ТП, откуда данные импортируются в синтезируемый технологический процесс.
Разработанная система может использоваться технологами, разрабатывающими технологические процессы, а также службами нормирования. Результаты работы могут передаваться во внешние ERP системы управления производственным процессом предприятия для планирования материальных потребностей производства.
Процесс раскроя деталей и нормирования материалов
Рассмотрим процесс расчета раскроя деталей и нормирования материалов для первоначальной поперечной резки электротехнической стали (рулона или листа) на пластины с помощью автоматической линии АХ.179.00.000 ПС, с последующей резкой полученных пластин по ширине на гильотинных ножницах типа ГН-45.
Перед описанием процедур автоматизации рассмотрим алгоритм раскроя на данном оборудовании и методику технологических расчётов при проектировании технологического процесса изготовления трансформаторных пластин.
Поперечной резкой называется операция резки ленты рулона на пластины поперек направления [4]. В частности, эта операция широко применяется при изготовлении пластинчатых и ленточно-пластинчатых магнитопроводов. Технологический процесс получения пластин сводится к следующему: лента рулона (ширина рулона равна ширине пластин) разрезается специальными ножницами на пластины требуемой длины.
Для поперечной резки рулонной электротехнической стали толщиной 0,28–05 мм, шириной 750–1000 мм на пластины длиной 100–800 мм и укладки отрезанных пластин в стопы применяется автоматическая линия типа АХ.179.00.000.ПС.
Процесс работы данной линии включает следующие операции.
Сначала рулон исходного материала устанавливается на барабан (цангу) разматывателя с помощью мостового крана, далее лента рулона через петлеобразователь и натяжное устройство механизмом подачи ленты подаётся под гильотинные ножницы, которые обрезают пластины по длине, равной расстоянию между передними (неподвижными) упорами и задними (настраиваемыми) упорами.
Подача ленты осуществляется двумя каретками, последовательное возвратно-поступательное движение которых осуществляется от гидропривода посредством кривошипно-шатунного механизма. Ход кареток (величина подачи) регулируется в зависимости от требуемой длины пластин. Далее отрезанные пластины поступают на транспортёр укладчика и укладываются в контейнер.
Раскрой рулона несколько отличается от раскроя листа. На рис. 1 изображены два метода поперечного раскроя, которые производятся на одном и том же оборудовании с помощью линии АХ.179.00.000 ПС, с последующей резкой полученных пластин по ширине на гильотинных ножницах ГН-45. Однако кромка материала в 10 мм при листовой резке отрезается с обеих сторон гильотиной, так как листы поставляются в пачках и поэтому их края могут иметь деформацию.
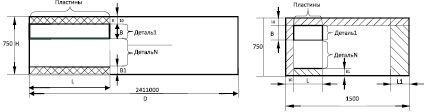
Рис. 1. Поперечный раскрой рулона (слева) и листа (справа) на заготовительные пластины и детали
Методика автоматизированных расчетов для нормирования материалов
Определим входные данные для автоматизации расчётов при резке рулона в сопоставлении с переменными в системе нормирования материалов.
Наименование и обозначение детали
Данные номенклатуры проектируемых деталей заносятся пользователем (технологом) в программу раскроя из универсального технологического справочника (УТС) системы автоматизированного проектирования технологических процессов (САПР ТП) «Вертикаль». Требуемые данные добавляются в УТС САПР ТП «Вертикали» с конструкторской документации. Поэтому при формировании расчёта по раскрою исключается возможность совершения синтаксических ошибок при выборе обозначения и наименования деталей, так как все объекты хранятся в базе данных САПР ТП «Вертикаль». При выборе и добавлении данных выполняется следующая процедура:
Для подключения к таблицам БД используется технология компонент ADOQuery, в который вставляется SQL запрос, хранящийся в компоненте Memo (ForSpisokDetalMemo). Запрос SQL выглядит следующим образом:

В итоге компонент ADOQuery получает результат запроса. Для отображения результата ADOQuery связывается с компонентом DBCreate через промежуточную структуру DataSource.
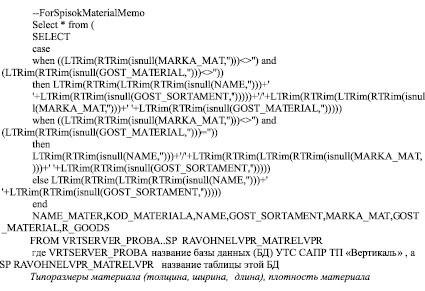
Процедура выбора материала аналогична процедуре выбора детали для расчёта, отличие состоит лишь в наименовании и содержании SQL запроса в компоненте Memo (ForSpisokMaterialMemo).
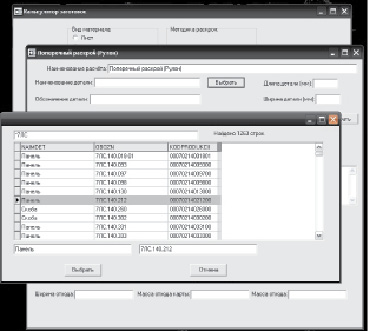
Рис. 2. Окно поиска деталей для раскроя
Фрагмент запроса SQL выглядит следующим образом:
В данных полях также запрещён ввод символьных значений, так как установлен тип данных Float, чему соответствуют следующие значения переменных:
Толщина материала (мм) – TolshinaMater;
Ширина материала (мм) – ShirinaMater;
Длина материала (мм) – DlinaMater;
Плотность материала (т/м3) – PlotnostMater;
Длина отрезанной верхней кромки (мм) – OtstupVerh (Float)
Длина минимального нижнего отступа (мм) – OtstupNiz (Float).
Минимальный отступ не должен быть меньше 60 мм, так как это нужно для соблюдения техники безопасности при резке на гильотине ГН-45.
После того как входные данные внесены в программу, выполняется следующая процедура расчета:
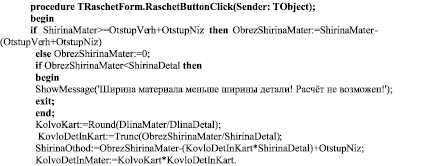
В тексте программы ObrezShirinaMater обозначает ширину материала с учётом отрезанной кромки и минимального нижнего отступа, KolvoKart – количество карт, полученных из рулона, KovloDetInKart – количество деталей из карты, ShirinaOthod – ширина отхода в миллиметрах, а KolvoDetInMater – это количество деталей, полученных из материала.
Далее выполняется расчет массы материала MassaMater, деталей MassaDetal и отходов MassaOthod:

…
Норма расхода материала NormaRashoda, измеряемая в кг/м2, округляется до трех знаков после запятой. Также рассчитываются коэффициент используемого материала KIM и масса отхода карты MassaOthodKart. Данные показатели измеряются в килограммах и округляются до трех знаков после запятой.
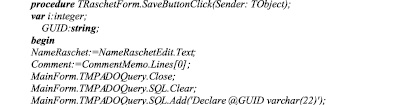
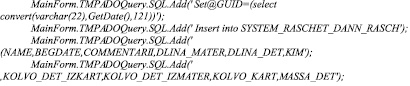
Процедура интеграции полученных результатов в базу данных САПР ТП «Вертикаль» выглядит следующим образом:
…
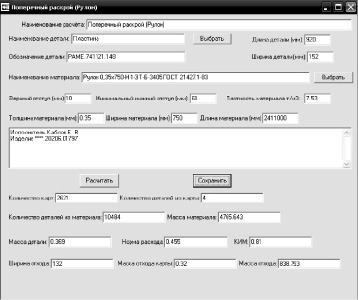
Рис. 3. Результат расчёта раскроя пластин с помощью автоматической линии АХ.179.00.000 ПС с последующей резкой по ширине на ножницах ГН-45
В процессе сохранения входных и выходных данных автоматизированного расчёта в разработанной программе, которые хранятся в компонентах типа TMemo и используются при создании SQL запроса, происходит интеграция результирующих строк в БД САПР ТП «Вертикаль», что реализуется через компонент TMPADOQery, и визуализация результатов расчета (рис. 3).
Интеграция расчётных данных в технологическую документацию
В процессе работы технолог производит расчёт и заносит данные раскроя в технологический процесс средствами САПР ТП «Вертикаль» и разработанной системы автоматизированного нормирования материалов. Для этого сперва производится расчёт в системе нормирования материалов, а затем входные и выходные данные интегрируются в справочник УТС САПР ТП «Вертикаль». Далее при синтезе технологической документации, независимо от ее вида, в системе добавляется соответствующая деталь. Справочник деталей и сборочных узлов, объединенный с системой нормирования материалов, исключает возможность дублирования и совершения синтаксических ошибок технологом. Для этого данные расчётов импортируются в техпроцесс из справочника УТС. В процессе работы технолог выбирает соответствующий справочник (БД расчётов по раскрою, таблица SYSTEM_RASCHET_DANN_RASCH), путем выбора данных по раскрою в панели быстрого доступа системы (рис. 4).

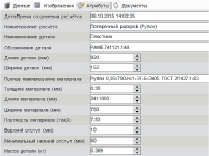
Рис. 4. Кнопка быстрого доступа к базе данных расчётов по раскрою. Атрибуты импорта данных в УТС САПР ТП «Вертикаль»
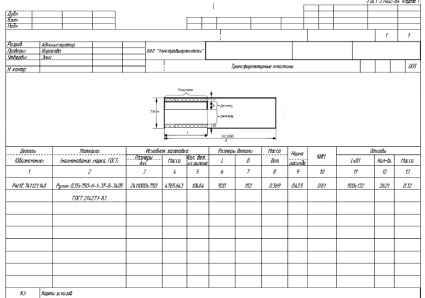
Рис. 5. Сформированный отчёт технологической документации
В справочнике раскроя технолог может выбрать требуемый набор данных раскроя, опираясь на наименование расчёта, дату расчета и прочие атрибуты (рис. 4). Далее, выбранный набор данных импортируется в технологический процесс, что даёт возможность в последующем сформировать комплект технологической документации в автоматическом режиме (рис. 5).
Заключение
В статье описан метод расчёта для демонстрации процессов создания технологической документации и интеграции разрабатываемой системы нормирования материалов с существующей САПР ТП. Для функционирования данной системы требуется использование различных методов расчётов, которые расширяют функционал программы. Преимуществом внедрения автоматизированной системы нормирования является возможность аналитического прогнозного расчета материалов, что позволит минимизировать процент отхода и использовать оставшиеся обрезки для нового раскроя за счёт автоматического определения расположения заготовок на исходных пластинах или рулонах.
Основной целью разрабатываемой системы является повышение эффективности и производительности подготовки технологической документации и самого технологического процесса. Таким образом, снижается себестоимость изделий, что возможно за счет сквозного управления жизненным циклом производства изделия и использования средств автоматизации на всех этапах ТПП [6] по схеме «конструкторская подготовка – технологическая подготовка – производство». Использование на разных стадиях подготовки производства не связанных друг с другом систем автоматизации проектирования не оправдано с точки зрения эффективности [1], так как появляется возможность дублирования информации в нескольких БД, что практически не позволяет реализовать идею сквозной автоматизации ТПП, так как возникает рассинхронизация в процессе передачи и хранения данных между стадиями «нормирование материала – проектирование технологического процесса».
Актуальность разработки отечественной автоматизированной системы нормирования материалов с возможностью интеграции в существующие системы ТПП предприятия подтверждается существующими требованиями раскройно-заготовительного производства в любых промышленных отраслях. Это имеет важное значение ввиду нехватки математических моделей и алгоритмов, которые способны привести к оптимальному решению раскройных задач. Сложные раскройные карты, характерные для единичного и мелкосерийного типа производства, усложняют разработку оптимальной технологии резки материала и соблюдение технологических требований резки [5]. Поэтому для предприятий, уделяющих внимание сквозной автоматизации ТПП, важным этапом является создание эффективных компьютерных средств автоматизации и оптимизации всех технологических процессов раскроя материала.
За счёт автоматизации расчётов поперечного раскроя средствами разработанной системы нормирования и САПР ТП «Вертикаль» технологу не приходится совершать бумажные вычисления в ручном режиме с большими затратами времени. Достаточно выбрать режим резки, добавить используемый материал с нужными типоразмерами, задать габариты изготавливаемой детали. Далее система на основе выбранного алгоритма раскроя выполнит все расчеты и подготовит документацию в режиме автозаполнения технологической карты. Благодаря автоматизации процедуры раскроя исключается возможность совершения ошибок, полученных в результате невнимательности человека, а также сокращается время, затраченное на написание технологического процесса, что повышает эффективность ТПП изделия на базе комплексной сквозной автоматизации.
Разработанные методы и программы автоматизации ТП разработаны и успешно внедрены на предприятии ОАО «Электровыпрямитель» в г. Саранск (Мордовия, РФ). Опыт эксплуатации рассмотренной системы в ОАО «Электровыпрямитель» при реализации процедур технического нормирования и конструкторско-технологического проектирования показывает, что решение задачи системы комплексной автоматизации ТПП требует комплексного подхода к созданию всех компонентов автоматизированной системы. Так как автоматизированная система технологической подготовки производства является сложной многоуровневой системой [7], то расширение и модернизация её функций может происходить поэтапно с учетом специфики и особенностей организационной структуры предприятия. При этом создание и внедрение технического, программного и информационного обеспечения автоматизированной системы ТПП сводится к системной интеграции и адаптации стандартных компонентов на основе действующих нормативных документов предприятия. В частности, такой подход позволил создать в ОАО «Электровыпрямитель» комплексную автоматизированную систему, которая в полном объёме обеспечивает решение всех задач ТПП.
Библиографическая ссылка
Каблов Е.В., Финогеев А.Г. АВТОМАТИЗАЦИЯ РАСЧЁТОВ ПО РАСКРОЮ И НОРМИРОВАНИЮ МАТЕРИАЛОВ СРЕДСТВАМИ СИСТЕМЫ ИНТЕГРИРОВАННОЙ В САПР ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ // Фундаментальные исследования. – 2016. – № 5-2. – С. 252-259;URL: https://fundamental-research.ru/ru/article/view?id=40284 (дата обращения: 20.04.2024).