



В плазмотронах для комбинированных технологий (плазменная сварка плавящимся электродом, плазменная металлизация, плазменная резка с комбинированной подачей газов и др.) используются системы с многоканальной подачей газов и наличием нескольких, последовательно расположенных вихревых камер. Использование закрученных газовых потоков расширяет возможности активного изменения тепловых и газодинамических характеристик плазмотронов.
Характер движения и скорость газовой среды на поверхности нагретых тел определяет интенсивность конвективной теплопередачи, а в замкнутых объемах – и особенности теплообмена между элементами системы [1, 2, 7]. Движение газового потока в плазмообразующей камере при тангенциальном подводе можно рассматривать как вихревое движение в цилиндрической камере со сбросом через осевое отверстие в торцевой стенке. Следует добавить, что структура и скорости течения закрученного потока во многом определяют свойства сжатой дуги на срезе плазмообразующего сопла (поперечное сечение, распределение температур и скоростей по сечению, плотности тока и др.) и ее технологические возможности [3, 4].
Закрученные потоки в стесненных условиях с истечением через осевое отверстие в торцевой стенке имеют сложный трехмерный характер и отличаются весьма сложным распределением давлений, скоростей и направлений перемещения по главным сечениям объема. При последовательном расположении вихревых камер возможно несколько вариантов смешения газовых потоков, которые обеспечивают различные параметры газовых струй на выходе [5, 6].
а) б)
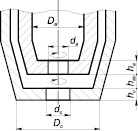
Рис. 1. Анодно-сопловая часть плазмотрона: а – конструктивная схема; б – расчетная схема
Взаимодействие газовых потоков внутри плазмотрона с последовательным расположением вихревых камер можно рассмотреть на примере работы плазмотрона для плазменной сварки плавящимся электродом. При исследовании работы плазмотрона с кольцевым анодом без подачи плавящегося электрода авторами были выявлены зоны при определенном соотношении геометрических параметров плазмотрона и технологических параметров процесса, в которых обеспечивалось существование пульсирующей сжатой дуги. Плазмотрон с кольцевым анодом и стабилизирующим соплом представляет собой двухкамерную систему с вихревой подачей газов (рис. 1). В принципе, вихревых камер может быть больше при использовании дополнительных фокусирующих насадок.
Тангенциальная подача анодного (плазмообразующего) и стабилизирующего газов обусловливается рядом причин. Во-первых, характерное распределение давлений и скоростей по сечению выходного осевого отверстия обеспечивает «втягивание» активных пятен сжатой дуги на цилиндрическую поверхность анода, что обеспечивает пространственную и временную стабилизацию дуги, улучшенное охлаждение анода и стабилизирующего сопла и увеличение срока службы анода и сопла. Во-вторых, снижаются требования к обеспечению соосности плавящегося электрода и сжатой дуги.
В двухкамерной системе с вихревой подачей газов и соединении камер осевым отверстием возникает сложное взаимодействие газовых потоков, определяющее параметры струи, истекающей из стабилизирующего сопла. Характер взаимодействия потоков зависит от геометрических параметров системы и характеристик газовых струй на выходе из тангенциальных каналов (рис. 1). Определяющими параметрами взаимодействия газовых потоков являются: Da , da, ha, Dc, dc, hc, na, dτa, nc, dτc, hac, Qn, Qc, направления закрутки газов, где Da – диаметр анодной камеры, da – диаметр кольцевого анода, ha – высота кольцевого анода, Dc – диаметр стабилизирующей камеры, dc – диаметр стабилизирующего сопла, hc – высота стабилизирующего сопла, na – количество тангенциальных каналов подвода плазмообразующего газа, dτa – диаметр подводящих каналов плазмообразующего газа, nc – количество тангенциальных каналов подачи стабилизирующего газа, dτc – диаметр подводящих каналов стабилизирующего газа, pna и pnc – давления в подводящих каналах в анодную и стабилизирующую камеру соответственно, Qn, Qc – расход плазмообразующего и защитного газов.
Для уяснения газодинамической обстановки в плазмотроне необходимо рассмотреть структуру газовых потоков в стабилизирующей камере и анодной камере отдельно (рис. 2–3).
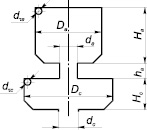
Параметры газового потока на выходе из кольцевого анода: pra – давление по радиусу струи на выходе, uτa – тангенциальная скорость закрученного потока, u.za – осевая скорость на выходе, dва (rва) – внутренний диаметр (радиус) кольцевого сечения потока на выходе. Эти параметры определяются величиной Qа, pna, nа, dna, Da, da, ha, и p а вых – давление на выходе из кольцевого анода. Стабилизирующая камера представляет собой вихревую камеру с двумя осевыми выходами на противоположных торцевых стенках (рис. 2).
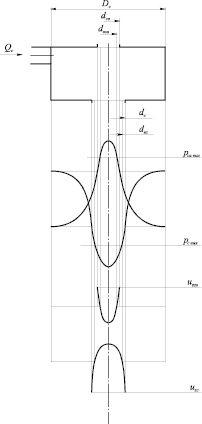
Рис. 2. Структура газовых потоков в стабилизирующей камере плазмотрона
В такой камере обеспечивается двухстороннее истечение газа с параметрами потоков, определяемыми Qc, pnc, nc, dnc, Dc, dca, hc и давлениями среды на выходе из отверстий (p с вых и p са вых). При равенстве dc и dca и pс вых = pса вых обеспечивается симметричное истечение потоков. При dc ≠ dca и pс вых ≠ p са вых происходит нарушение симметрии истекающих потоков. В зависимости от соотношения параметров вихревых камер возможно несколько вариантов взаимодействия газовых потоков в канале их соединяющем и, как следствие, изменение параметров струи на выходе из стабилизирующего сопла. Необходимо рассмотреть их последовательно. Для упрощения будут рассматриваться усредненные значения параметров по сечению струй в выходных каналах. Из тех же соображений считается na = nc и dna = dnc.
1. Вариант при соотношении выходных отверстий dc < dca. При таком соотношении диаметров не обеспечивается устойчивая работа плазмотрона без двойного дугообразования при любых соотношениях параметров газовых потоков в камерах. Поэтому этот вариант рассматриваться не будет.
2. Вариант dc > dca > dвс . При таком соотношении давление pс, осевая скорость uzc и расход Qc и, соответственно pca; uzca; Qca будут определяться из следующих соотношений:
средний радиус кольца выходных сечений потока:
 , (1)
, (1)
где rвс = kc•rс; rвс а = kа•rса; kc и kа зависят от соотношения Rc и

Осредненное давление на выходе определяется величиной тангенциальной скорости ut
 ; (2)
; (2)
 , (3)
, (3)
где
 (4)
(4)
 (5)
(5)
Тогда осредненная осевая скорость определяется как
 (6)
(6)
 , (7)
, (7)
где Δpc и Δpca перепад давлений на выходе из камеры через осевые отверстия.
Расходы:
 (8)
(8)
 (9)
(9)
При dca < dc , pca < pc осевая скорость истекающей струи υzca < υzc , тогда Qca < Qc.
Рассматривая истечение газового потока из верхней (анодной) вихревой камеры, следует отметить, что параметры струи определяются аналогичным образом. Необходимо помнить, что Ra < Rc из конструкции плазмотрона и толщина кольцевого сечения струи, истекающей из анодной камеры, при прочих равных условиях будет больше (рис. 3). В зависимости от соотношения поперечных размеров струй, а также pza; pzca; υza; υzca; υτba; υτbca возможны различные механизмы взаимодействия струй. Необходимо рассмотреть два крайних случая.
1. Полное запирание истечения газа из анодной полости при pa < pa вых. Такой вариант возможен при dca > dc, а также при определенном соотношении Qca:Qc. и геометрических параметров камер. Запирание истечения газа из кольцевого анода приводит к нарушению устойчивого горения сжатой дуги, повышает вероятность двойного дугообразования. Анодные пятна располагаются на торце анода, наблюдаются участки подплавления поверхности анода. Использование таких режимов работы плазмотрона для технологических целей невозможно.
2. Свободное истечение струи из анодной камеры без взаимодействия с вихревым потоком сопловой камеры. Такой случай возможен при da < (dвc – 1) при Нс = 1–3 мм и при близких расходах Qn и Qc. При таком соотношении параметров сжатая дуга горит устойчиво, анодные пятна втягиваются на цилиндрическую поверхность кольцевого анода, столб дуги имеет цилиндрическую форму с диаметром близким к dc. Такой вариант работы плазмотрона обеспечивает стабильность ведения процесса плазменной сварки плавящимся электродом с различной формой переноса металла.
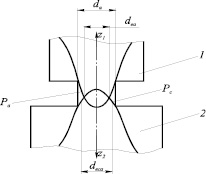
Рис. 3. Схема взаимодействия газовых потоков в плазмотроне (где 1 – анодная камера; 2 – стабилизирующая камера)
Между описанными крайними случаями работы плазмотрона могут существовать промежуточные зоны с различными параметрами результирующих газовых потоков, определяющих устойчивость горения и степень сжатия дуги и стабильность ведения процесса в целом.
Применение осредненных значений υt, υr, υz, p для описания взаимодействия газовых потоков возможно при идеализации процесса без учета потерь в камере на трение, размеров пограничных слоев, гидравлических сопротивлений на входе и выходе из камеры. При рассмотрении взаимодействия газовых потоков при работе сжатой дуги необходимо учитывать неравномерность распределения давлений и температур по сечению сжатой дуги. Наличие плавящегося электрода по оси выходных каналов, особенно при крупнокапельном переносе металла и горении дуги с него внутри плазмотрона, также нарушает упорядоченность взаимодействия закрученных потоков.
Описанное выше явление пульсации сжатой дуги наблюдается при близких значениях pва и p вса и при неравенстве υτa ≠ υτca; υZa ≠ υZca (рис. 3). Такие устройства являются генераторами колебаний выходных потоков. Эксперименты показали, что при определенных сочетаниях геометрических параметров анодной и стабилизирующей камер и расходов Qa и Qc в плазмотроне могут генерироваться колебания параметров сжатой дуги с частотой от 3 до 50 ГЦ. Пульсации газового потока также возможны при встречной закрутке газовых потоков в камерах [5].
Исследования плазменной сварки плавящимся электродом с использованием режимов пульсирующей дуги показали благоприятное влияние такого режима на отрыв и перенос металла с плавящегося электрода при сварке обесточенной проволокой и при сварке с токоведущей проволокой с крупнокапельным переносом металла. При этом снижается размер капель и увеличивается частота их переноса. Эффект пульсации сжатой дуги может использоваться и для других сварочных процессов.
Таким образом, изменяя параметры взаимодействия закрученных газовых потоков в двухкамерных плазмотронах, можно в широких пределах менять характеристики газового потока на выходе из плазмотрона и технологические возможности плазменной обработки.
Работа выполнена при финансовой поддержке Министерства образования и науки РФ (договор № 02.G25.31.0134 от 01.12.2015 в составе мероприятия по реализации постановления Правительства РФ № 218).
Библиографическая ссылка
Щицын Ю.Д., Косолапов О.А. ФОРМИРОВАНИЕ ВЫХОДНЫХ ПАРАМЕТРОВ СТРУИ В ДВУХКАМЕРНЫХ ПЛАЗМОТРОНАХ // Фундаментальные исследования. – 2016. – № 11-3. – С. 626-630;URL: https://fundamental-research.ru/ru/article/view?id=41029 (дата обращения: 26.04.2024).