



Переход к статистическим методам контроля и управления качеством является логическим средством изменения технической политики в области качества. Международный стандарт, ИСО 9004-1-94 «Управление качеством и элементы системы качества. Ч. 1. Руководящие указания» [5] рекомендует применение статистических методов на всех стадиях жизненного цикла продукции, начиная от анализа рынка и проектирования продукции до управления технологическими процессами, оценки эксплуатационных характеристик и, главное, проведения контроля на всех этапах производства. При этом обращается внимание на выборочный статистический контроль.
Стандарт ИСО 9004-1-94 в зависимости от этапа производства подразделяет статистический контроль на следующие виды: входной, операционный, приемочный.
Под входным контролем качества продукции понимается контроль изделий поставщика, поступивших к потребителю и предназначенных для использования при изготовлении, ремонте или эксплуатации изделий. Основной целью входного контроля является исключение возможности проникновения в производство сырья, материалов, полуфабрикатов, комплектующих изделий, инструмента с отступлениями от параметров качества, предусмотренных нормативной документацией. При проведении входного контроля применяются, как правило, планы и порядок проведения статистического контроля качества продукции по альтернативному признаку. В стандарте даны рекомендации по организации входного контроля. Данные о качестве поступающей продукции должны быть зарегистрированы. Это поможет в получении статистических данных для оценки деятельности субподрядчика (поставщика) и тенденций изменения качества его продукции. Целесообразно, а иногда и необходимо вести учет идентификации партий, чтобы обеспечить их прослеживаемость. Предприятие-заказчик (потребитель) должен выбрать подходящего субподрядчика (поставщика), который должен подтвердить свои возможности. Должны быть согласованы методы проверки продукции субподрядчика установленным требованиям заказчика (потребителя), а также методы решения спорных вопросов, средства и методика проведения входного контроля.
Каждое предприятие-заказчик разрабатывает нормативный документ, «Последовательность проведения входного контроля». Например, на ОАО «ВОМЗ» (Вологодский оптико-механический завод) основные положения формируют отделы материально-технического снабжения, внешней кооперации совместно с ОТК, БВК (бюро входного контроля), техническими и юридическими службами завода. Этот документ состоит из следующих разделов:
1. Общие положения, указан вид контроля (чаще всего по альтернативному признаку).
2. Применяемые термины и определения.
3. Методика проведения, в которой указываются случаи применения сплошного и выборочного контроля, методы отбора единиц на выборку. (Если применяется отбор по таблицам случайных чисел, то обязательной является нумерация деталей перед проверкой. ОТК принимает на контроль сложные и ответственные детали только с нумерацией.)
4. Методика проверки ОТК с заполнением журнала «Результаты входного контроля».
5. Распределение деталей по результатам контроля.
Для поставщика составляется акт входного контроля, который подписывается контролером, контрольным мастером, конструктором, технологом, инженером по подготовке производства. Акт утверждается техническим директором. По результатам утвержденного акта входного контроля детали бракуются либо принимаются в производство. Детали также могут дорабатываться на заводе при большом дефиците какого-либо изделия. Если в выборке попадается брак, то контролер должен проверять полностью всю партию и отобрать (если это возможно) месячную потребность данных деталей с некоторым запасом, а остальные детали должны быть отправлены обратно организации-поставщику по рекламационному акту на разбраковку и замену на годные детали. После проверки деталей отделом технического контроля детали отправляются на сборку или на доработку согласно технологическому процессу (например: термическую обработку, покрытие). Поставщик, получив обратно партию деталей, обязан выполнить график поставки, что должно быть указано в договоре.
Эффективность входного контроля тем выше, чем меньше случаев поступления в производство недоброкачественной продукции. В целях компенсации предприятию-потребителю затрат на проведение входного контроля для поступающих сырья, материалов, полуфабрикатов, комплектующих изделий было бы целесообразно установить порядок, при котором входной контроль производится за счет средств предприятия-поставщика продукции. Это заставит поставщика повышать качество поставляемой продукции. В настоящее время входной контроль проводится в основном за счет средств заказчика (предприятия-потребителя), что дает возможность поставщику не выполнять свои обязательства по качеству поставок.
Статистический операционный (технологический) контроль относится к управлению процессами [2]. Стабильный технологический процесс обеспечивается программой предупредительного технического обслуживания, в первую очередь оборудования и контрольно-измерительной аппаратуры. Операционный контроль подразделяется на статистический анализ точности и стабильности технологического процесса (или его частей) и статистическое регулирование технологических процессов.
Статистические методы операционного контроля обладают по сравнению со сплошным контролем таким важным преимуществом, как возможность обнаружения отклонения от технологического процесса не тогда, когда вся партия деталей изготовлена, а в процессе производства (когда можно своевременно вмешаться в процесс и скорректировать его).
Статистический анализ точности и стабильности технологического процесса – это установление статистическими методами значений показателей точности и стабильности технологического процесса и определение закономерностей его протекания во времени.
Статистическое регулирование технологического процесса – это корректирование значений параметров технологического процесса по результатам выборочного контроля контролируемых параметров, осуществляемое для технологического обеспечения требуемого уровня качества продукции.
Контроль точности и стабильности технологических процессов проводится по переходам и операциям с охватом всего процесса производства продукции в целом.
Измерение параметров детали проводят измерительными средствами с погрешностью измерения не более 20 % допуска измеряемой величины.
Методы оценки точности технологических процессов в условиях единичного и мелкосерийного производства, а также в условиях массового и крупносерийного производства регламентированы соответствующими стандартами. Точность обработки, или технологическая точность, оценивается степенью соответствия поля рассеивания реальных отклонений изделия заданному допуску. Любой параметр продукции: размер, отклонения формы, шероховатость – представляет собой случайную величину. Математическая статистика позволяет оценить наблюдаемые значения случайной величины с точки зрения соответствия определенному однопараметрическому закону распределения. Практически при анализе точности и стабильности можно ограничиться параметрами распределения  S, M0,
S, M0,  α0, τ0 [2, 3].
α0, τ0 [2, 3].
Для более полного анализа точности технологического процесса строят эмпирическую (практическую) кривую распределения и теоретическую в одном масштабе, проводят их сравнение с существующими законами распределения и сравнивают величину допуска и расположение поля допуска с зоной рассеивания, а также определяют процент исправимого и неисправимого брака.
В технологии машиностроения довольно часто в качестве меры точности технологического процесса используется коэффициент рассеивания (Kр):
 или
или 
где ω или V – зона рассеивания, устанавливаемая путем статистической оценки, т.е. технологический допуск. V = 6S; S – среднее выборочное квадратичное отклонение; Δ или TD – конструкторский допуск.
Если Kр < 1, технологический процесс можно считать точным. Но при значениях Kр < 0,75 технологический процесс может оказаться экономически невыгодным. Однако при достаточном значении Kр процесс тем не менее может не обеспечивать точность изготовления. Это произойдет в том случае, если центр рассеивания  значительно будет смещен в ту или другую сторону от середины поля допуска. Это происходит при неправильной наладке технологического оборудования и является одной из распространенных причин брака (рис. 1).
значительно будет смещен в ту или другую сторону от середины поля допуска. Это происходит при неправильной наладке технологического оборудования и является одной из распространенных причин брака (рис. 1).
При анализе точности обработки детали возможен один из четырех случаев, представленных на рис. 1. Наиболее распространенными являются случаи 2 и 4.
Статистический приемочный контроль – это контроль, основанный на применении методов математической статистики для проверки соответствия качества продукции установленным требованиям приемки продукции.
Сущность статистического приемочного контроля заключается в следующем: от партии изделий, соблюдая принцип случайности, отбирают представительную выборку. Все изделия этой выборки подвергают контролю, в результате которого определяют степень пригодности. Затем рассчитывают обобщенные характеристики, которые сравнивают с нормативными и делают заключение о качестве всей партии.
Для организации приемочного контроля стандартами регламентирована система правил: планы контроля и методика случайного отбора выборок штучной продукции [4]. Существуют три разновидности статистического приемочного контроля: по альтернативному признаку; по качественному признаку; по количественному признаку.
Приемочный контроль по альтернативному признаку – это контроль, в ходе которого каждую проверочную единицу продукции относят к категории годных или дефектных. При этом не ставится задача определения действительного значения проверяемых параметров, а лишь устанавливается факт соответствия параметра контрольному нормативу. Альтернативный контроль может быть элементным или комплексным, широко используются калибры.
Этот контроль применяется для всех видов промышленной продукции, поступающей на контроль партиями, когда по экономическим и техническим соображениям является необходимым контроль небольших выборок и когда многократный случайный отбор выборки не является затруднительным, а стоимость отбора небольшая.
1 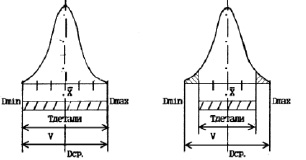 2
2
3 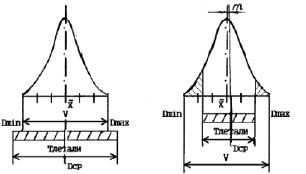 4
4
Рис. 1. Схемы возможного соотношения поля допуска детали (ТD) и зоны рассеивания действительных размеров (V): 1 – V = Тдетали; 2 – V > Тдетали; 3 – V < Тдетали; 4 – V > Тдетали. Центр рассеивания  не совпадает с серединой поля допуска Dср
не совпадает с серединой поля допуска Dср
Также статистический приемочный контроль по альтернативному признаку применяется, когда приемка партии при наличии дефектных изделий в выборке является недопустимой по экономическим или иным соображениям. Устанавливается два варианта плана контроля в зависимости от риска потребителя.
Риск потребителя устанавливается по согласованию сторон и записывается в договоре.
После определения объема выборки из партии извлекают случайную выборку определенного объема, проводят контроль изделий в выборке и по результатам контроля принимают решение о годности всей партии. Контроль выборки допускается прекратить после обнаружения первого дефектного изделия. Решение о партии следует принимать по правилу:
– если в выборке не обнаружено ни одного дефектного изделия – партия принимается;
– если в выборке обнаружено хотя бы одно дефектное изделие – партия бракуется в соответствии с вариантом браковки, указанном в кодовом обозначении плана контроля. Предусматриваются три варианта браковки: В, К, КЗ [3].
Приемочный контроль по качественному признаку предусматривает контроль по отдельным показателям качества.
Различают две методики проведения контроля:
- Сравнение гипотетического (запланированного) качества Qh и фактического (реализованного) качества Qr – по методике С.А. Федорова.
Содержанием вопроса является утверждение, что в действительности существует только «требование качества» (Qh) и «реализованные свойства» (Qr), которые должны быть сравнены друг с другом, чтобы вывести «уровень качества» (K), порядок величин которого позволяет различать хорошее и плохое качество.
- Определение уровня качества (венгерская методика определения качества при массовом и крупносерийном производстве).
Чаще всего этот метод называют методом экспертных оценок. Поскольку качество изделий зависит в оптимальной степени от их свойств, показатели свойств распределяются соответственно по значимости на группы. По этому методу результирующая величина качества по каждой группе исключается суммированным числом баллов, а уровень качества из каждой партии может быть охарактеризован по одному числу.
Если уровень качества или единообразие качества недостаточны, величина параметра по каждой группе может дать информацию, позволяющую выяснить причину дефекта, вывести среднее значение.
Приемочный контроль по количественному признаку заключается в том, что у единиц продукции измеряют значения контролируемого параметра, вычисляют выборочное среднее арифметическое значение  и оценивают его отклонения от одной (верхней или нижней) двух заданных границ. Эти отклонения сравнивают с заранее установленными контрольными нормативами (отклонениями) и по результатам этого сравнения принимают решение о соответствии или несоответствии продукции установленным требованиям. При этом заранее должен быть выбран план контроля. Для выбора плана контроля должны быть установлены: объем партии или ее верхнее и нижнее значение; контролируемые параметры с указанием их границ; приемочный уровень дефектности для каждого контролируемого параметра (AQL – от английских слов: accept – принимать, quality – качество, level – уровень); среднее квадратическое отклонение или метод его оценки; способ контроля; уровень контроля; вид контроля. В зависимости от объема партии и уровня контроля из специальных таблиц определяется код объема выборки.
и оценивают его отклонения от одной (верхней или нижней) двух заданных границ. Эти отклонения сравнивают с заранее установленными контрольными нормативами (отклонениями) и по результатам этого сравнения принимают решение о соответствии или несоответствии продукции установленным требованиям. При этом заранее должен быть выбран план контроля. Для выбора плана контроля должны быть установлены: объем партии или ее верхнее и нижнее значение; контролируемые параметры с указанием их границ; приемочный уровень дефектности для каждого контролируемого параметра (AQL – от английских слов: accept – принимать, quality – качество, level – уровень); среднее квадратическое отклонение или метод его оценки; способ контроля; уровень контроля; вид контроля. В зависимости от объема партии и уровня контроля из специальных таблиц определяется код объема выборки.
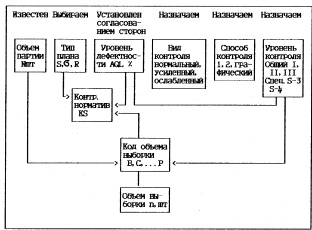
Рис. 2. Структурная схема статистического приемочного контроля по количественному признаку
Статистический контроль по количественному признаку можно представить в виде структурной схемы (рис. 2).
Как следует из рис. 2, после выбора типа плана контроля (чаще всего S-плана), при известном объеме партии и назначенном уровне контроля выбирается код объема выборки и одновременно объем выборки. В соответствии с установленным уровнем дефектности AQL задается контрольный норматив KS – в виде KSb или KSh, т.е. верхняя или нижняя граница контролируемого параметра. Если речь идет о контроле размеров, то в расчетные формулы входят значения верхнего (ТВ) и нижнего (ТН) предельных отклонений. В первую очередь учитывается отклонение, ближайшее к появлению неисправимого брака. Значения  и S определяются при обработке выборки. Вывод о приемке или браковке партии делается по сопоставлению значений Qb и Qh со значениями контрольных нормативов KSB и KSН. Значения QB и QH определяются из выражения
и S определяются при обработке выборки. Вывод о приемке или браковке партии делается по сопоставлению значений Qb и Qh со значениями контрольных нормативов KSB и KSН. Значения QB и QH определяются из выражения


Если QB > KSв и (или) QH > KSН – партию принимают.
Если QB < KSв и (или) QH < KSН – партию бракуют.
Сравнение разновидностей статистического приемочного контроля показывает, что контроль по количественному признаку обладает более высокой информативностью. При анализе по количественному признаку каждого изделия по выборке измеряются интересующие нас параметры, проводится математическая обработка выборки с большим объемом информации.
При контроле по альтернативному признаку объем информации состоит только из количества дефектных изделий в выборке.
При контроле по качественному признаку мы имеем оценочные баллы по отдельным показателям качества. Анализ рассмотренных статистических методов позволяет нам сделать вывод о целесообразности применения их на разных стадиях жизненного цикла продукции. Анализ точности и стабильности на различных операциях технологического процесса изготовления деталей позволит избежать появления брака на сборке и (или) приемочном контроле деталей и готовых изделий.
Библиографическая ссылка
Бриш В.Н., Старостин А.В., Осипов Ю.Р. ПРИМЕНЯЕМОСТЬ СТАТИСТИЧЕСКИХ МЕТОДОВ АНАЛИЗА И КОНТРОЛЯ КАЧЕСТВА ПРОДУКЦИИ МАШИНОСТРОЕНИЯ НА РАЗНЫХ ЭТАПАХ ПРОИЗВОДСТВА // Фундаментальные исследования. – 2016. – № 12-4. – С. 719-724;URL: https://fundamental-research.ru/ru/article/view?id=41158 (дата обращения: 20.04.2024).