



Одним из важнейших продуктов нефтехимической промышленности является изопрен, который используется в качестве мономера для производства синтетического каучука, наиболее схожего по структуре и свойствам с натуральным каучуком.
В промышленности освоено шесть основных способов получения изопрена [1]. Наиболее распространен метод химического синтеза, основанный на получении 4,4-диметилдиоксана-1,3 из формальдегида и изобутилена с последующим его разложением до изопрена [2–4]. Основным недостатком методов химического синтеза изопрена является образование побочных продуктов. На заключительных этапах синтеза обычно проводится очистка продукта до товарного качества (чистота выше 99 % [5]), что связано с проведением полимеризации в присутствии комплексных катализаторов.
Изопрен также можно получать извлечением из побочных продуктов пиролиза. Например, фракция C5 пиролиза нефти обычно содержит 15–20 % изопрена [3, 6]. Однако компоненты этой фракции имеют близкие температуры кипения, поэтому их трудно и экономически невыгодно разделять традиционной ректификацией [1]. Разделение подобных близко кипящих смесей возможно с помощью экстрактивной ректификации или жидко-жидкостной экстракции. Принципиальные схемы выделения изопрена из фракции C5 пиролиза методами экстрактивной ректификации и экстракцией описаны еще в 1970-х гг. [1]. В России подобная схема выделения изопрена с использованием ДМФА в качестве экстрактивного агента реализована в виде пилотной установки в научно-исследовательской лаборатории № 7 ОАО НИИ «Ярсинтез» [7].
Цель работы: синтез схем выделения изопрена из фракции углеводородов C5 пиролиза.
Метод исследования
Моделирование процессов проводилось в среде Honeywell Unisim Design [8] с использованием модели активности UNIQUAC. Сырьем для схем является смесь углеводородов C5 пиролиза, поступающая при температуре кипения смеси (49,14 °C), абсолютном давлении 150 кПа и расходом 13200 кг/ч. Состав потока принят в виде усредненных проектных данных о фракции С5 пиролиза для нефтехимического завода, строительство которого планируется на Дальнем Востоке (табл. 1).
Таблица 1
Состав фракции C5 пиролиза, поступающей на разделение
|
Компонент |
Содержание, % (мол.) |
Температура кипения, °C [9] |
|
Бутен-1 |
4,06 |
– 7 |
|
Бутадиен-1,3 |
1,17 |
– 4 |
|
Н-бутан |
0,08 |
– 0,5 |
|
Изопентан |
1,77 |
28 |
|
Пентен-1 |
6,45 |
30 |
|
2-метилбутен-1 |
8,04 |
31 |
|
Изопрен |
25,77 |
34 |
|
Н-пентан |
1,81 |
36 |
|
1,3-циклопентадиен |
25,70 |
41 |
|
Цис-1,3-пентадиен |
22,36 |
44 |
|
Циклопентен |
2,71 |
44 |
|
Циклопентан |
0,20 |
49 |
|
Углеводороды С6 |
0,19 |
– |
Предполагается, что для выделения изопрена из фракции C5 пиролиза применимы процессы традиционной ректификации, жидко-жидкостной экстракции и экстрактивной ректификации.
Выделение изопрена традиционной ректификацией
Отделение высоко- и низкокипящих компонентов фракции C5 пиролиза возможно с помощью традиционной ректификации. На рис. 1 представлена смоделированная схема двухступенчатой ректификации фракции C5. В колонне К-1 в качестве дистиллята (поток D1) выделяются низкокипящие компоненты: н-бутан, бутен-1; бутадиен-1,3. В К-2 происходит выделение кубовой жидкости (поток W2), состоящей из высококипящих компонентов, таких как цис-1,3-пентадиен, циклопентен, циклопентан,1,3-циклопентадиен, углеводороды C6.
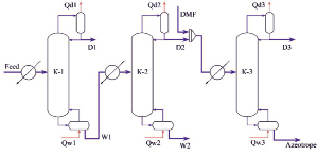
Рис. 1. Схема выделения изопрена из фракции С5 пиролиза традиционной ректификацией
После второй ректификационной колонны разделения K-2 образуется азеотропная смесь D2 с составом: изопрен – 69,45 мол. %, 1,3-циклопентадиен – 0,76 мол. %, цис-1,3-пентадиен – 0,04 мол. %, 2-метилбутен-1 – 18,82 мол. %, пентен-1 – 5,82 мол. %, изопентан – 0,01 мол. %, Н-пентан – 5,10 мол. %. Результаты моделирования показали, что данную смесь не представляется возможным разделить методом классической ректификации, так как составы потоков дистиллята (D3) и кубового остатка (Azeotrope) колонны K-3 не отличаются.
Выделение изопрена с помощью экстракции
По литературным данным для проведения процесса экстракции изопрена из смеси углеводородов в качестве экстрагентов предлагаются [1]: N-метилпирролидон (НМП), диметилформамид (ДМФА), диметилсульфоксид (ДМСО) и метилкарбитол. По результатам расчета экстракции при моделировании был выбран ДМСО в качестве экстрагента, так как расчет процесса возможен только с использованием этого растворителя. В случае использования другого экстрагента – расчет не сходится при базовых расчетных параметрах бинарного взаимодействия модели UNIQUAC. Это связано с ограниченной базой данных модели активности.
Температура термического разложения ДМСО значительно ниже температуры кипения при атмосферном давлении, что не позволяет регенерировать растворитель традиционной ректификацией [10]. Для регенерации ДМСО был выбран метод реэкстракции с применением гексана в качестве реэкстрагента.
Разработанная ступень экстракции изопрена и регенерации растворителя состоит из двух колонн жидкостной экстракции (ЭК-1 и ЭК-2) и одной колонны ректификации (РК) (рис. 2). В колонне ЭК-1 осуществляется процесс экстракции изопрена. Потоки экстрагента и исходной экстрагируемой смеси (идентичный по составу с D2) подаются в колонну противотоком. Из верхней части колонны отбирается рафинат, из нижней – экстракт. В ЭК-2 ДМСО отделяется от экстрактной фазы в процессе реэкстракции. В низ колонны подается гексан, в количестве, необходимом для полного растворения целевого компонента. РК служит для регенерации гексана.
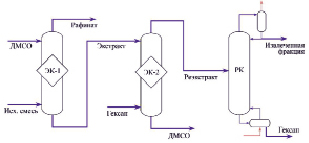
Рис. 2. Ступень экстракции изопрена
Для ЭК-1 исследовано влияние температуры, давления, количества тарелок, соотношения экстрагента с сырьём и доли воды в экстрагенте на степень извлечения изопрена и его чистоту. На основании анализа полученных зависимостей подобраны параметры для ЭК-1 (табл. 2), позволяющие получать изопрен с чистотой 72,00 % и степенью извлечения 98,13 % за одну стадию.
Таблица 2
Параметры ЭК-1
|
Параметр |
Значение |
|
Температура, °C |
60 |
|
Давление, кПа |
300 |
|
Количество тарелок |
15 |
|
Соотношение потоков исходной смеси и экстрагента |
1:2,8 |
|
Содержание воды в экстрагенте, % |
0 |
Основное влияние на процесс экстракции оказывают температура и соотношение экстрагента с сырьем.
Так как одностадийная экстракция не может обеспечить высокую чистоту извлекаемого изопрена, экстракцию необходимо проводить в несколько стадий. В целях достижения необходимой чистоты продукта смоделирована схема многостадийной экстракции. По предложенному процессу извлеченная фракция после РК направляется на следующую аналогичную стадию в качестве экстрагируемой смеси. Растворители ДМСО и гексан после регенерации используются повторно. Параметры ЭК-1, ЭК-2 и РК не изменяются, корректируются только расходы растворителей. Результаты моделирования многостадийной экстракции изопрена представлены в табл. 3.
Таблица 3
Эффективность многостадийной экстракции
|
Стадия |
Чистота изопрена, % |
Степень извлечения, % |
Общие потери изопрена, % |
Соотношение исходной смеси и экстрагента |
|
|
На данной стадии |
Общая |
||||
|
1 |
72,00 |
98,13 |
98,13 |
1,85 |
1:2,8 |
|
2 |
77,27 |
99,96 |
98,08 |
1,89 |
1:2,8 |
|
3 |
80,41 |
99,99 |
98,07 |
1,90 |
1:2,6 |
|
4 |
83,78 |
99,94 |
98,02 |
1,95 |
1:2,3 |
|
5 |
86,81 |
99,75 |
97,83 |
2,06 |
1:2,1 |
|
6 |
89,37 |
99,61 |
97,45 |
2,34 |
1:1,9 |
|
7 |
91,72 |
98,94 |
96,37 |
3,50 |
1:1,8 |
|
8 |
92,62 |
99,96 |
96,33 |
3,55 |
1:1,8 |
На шестой стадии экстракции достигнута чистота 89,37 % с общими потерями продукта 2,34 %. Дальнейшее увеличение количества стадий незначительно увеличивает чистоту изопрена.
Выделение изопрена экстрактивной ректификацией
Для выделения изопрена из фракции C5 пиролиза экстрактивной ректификацией ранее была предложена схема [11], состоящая из 5 ректификационных колонн (рис. 3). Колонны экстрактивной ректификации K-3 и K-4 способствуют разделению азеотропной смеси. Ректификационная колонна K-5 служит для разделения растворителя и товарного изопрена.
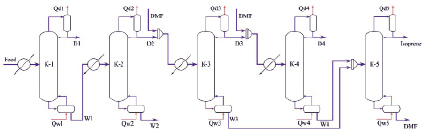
Рис. 3. Технологическая схема процесса выделения изопрена из фракции С5 пиролиза методом экстрактивной ректификации: K-1, K-2, K-5– колонны ректификации; K-3, K-4 – колонны экстрактивной ректификации
В качестве критериев оптимальности выбраны удельные энергозатраты q, в виде тепловой энергии, затрачиваемой на получение 1 кг изопрена на данной стадии разделения. В качестве ограничения выбрана доля потери изопрена ε на данной стадии разделения. Рассмотрено влияние следующих факторов:
– число теоретических ступеней разделения N;
– положение питающей тарелки относительно низа колонны f;
– давление в дефлегматоре P;
– мольная доля примесей в целевом потоке, отделяемых на данной стадии разделения, ω;
– флегмовое число R;
– соотношение ДФМА к сырью для колонн экстрактивной ректификации K-3 и K-4 DMFA : F.
Схема выделения изопрена оптимизировалась постадийно. Задача оптимизации для каждой стадии разделения – минимизация критерия q с допустимыми значениями потерь изопрена ε. Результаты оптимизации схемы с 5 колоннами разделения представлены в табл. 4.
Таблица 4
Параметры исходной схемы и оптимизированной схемы выделения изопрена
|
Критерий |
Исходная схема [11] |
Оптимизированная схема |
|
Общий тепловой поток, МВт |
87,2 |
62,4 |
|
Удельная энергия q, кВт·ч/кг |
26,1 |
18,2 |
|
Общие потери изопрена εобщ, % |
2,76 |
0,15 |
|
Чистота товарного изопрена, мол. % |
99,82 |
99,66 |
Как видно из таблицы, результатом оптимизации стало снижение критерия оптимальности процесса на 28 %. Потери изопрена были снижены на 94 % по сравнению с первоначальной схемой. Параметры колонн представлены в табл. 5.
Таблица 5
Параметры колонн схемы выделения изопрена
|
Параметр |
Колонна разделения |
||||
|
K-1 |
K-2 |
K-3 |
K-4 |
K-5 |
|
|
N |
18 |
65 |
114 |
35 |
10 |
|
f |
50 % |
35 % |
10 % |
30 % |
50 % |
|
P, кПа |
100 |
100 |
100 |
100 |
100 |
|
ω |
0,0001 |
0,0001 |
0,0001 |
0,00016 |
0,000001 |
|
R |
35 |
25 |
22 |
15 |
5 |
|
DMFA : F |
– |
– |
1:3 |
1:10 |
– |
Исследован упрощенный вариант выделения изопрена с использованием 4 колонн выделения (рис. 4).
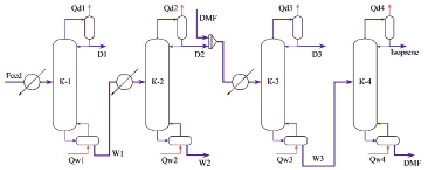
Рис. 4. Альтернативная схема выделения изопрена из фракции C5 пиролиза
В данном варианте с увеличением флегмового числа колонны K-3 до 30 возможно совмещение экстрактивных колонн K-3 и K-4. В результате данного изменения происходит дополнительное снижение удельной энергии на 5,44 % при чистоте изопрена 99,77 мол. %. Однако при этом наблюдается увеличение потерь изопрена в 12 раз (1,9 % от общей массы изопрена).
Заключение
Ввиду того, что синтез изопрена традиционными методами требует больших энергетических затрат, а методы выделения многостадийны, поиск путей снижения энергозатрат на выделение изопрена из фракции углеводородов C5 пиролиза является перспективным. Выделение изопрена методом традиционной ректификации невозможно из-за образования азеотропной смеси. Моделирование процесса жидко-жидкостной экстракции показало, что для экстракции изопрена из пиролизной фракции в качестве экстрагента применим только ДМСО. Применение многостадийной экстракции изопрена целесообразно только в случае необходимости получения продукта чистотой не выше 90 %.
В рамках данной работы были предложены два варианта схемы выделения изопрена из фракции C5 пиролиза с использованием 4 и 5 ректификационных колонн. В результате оптимизации схем выделения затраты энергии на получении 1 кг изопрена составили 59–62,4 кВт при чистоте товарного изопрена от 99,66 до 99,77 мол. %. Потери изопрена для схем выделения с 5 и 4 колоннами составили 0,15 % и 1,9 % соответственно.
Библиографическая ссылка
Кривошеев В.П., Ануфриев А.В., Реутов В.А., Филимонцев Е.А., Пугачева Н.В. МОДЕЛИРОВАНИЕ И ОПТИМИЗАЦИЯ СИСТЕМЫ ВЫДЕЛЕНИЯ ИЗОПРЕНА ИЗ ФРАКЦИИ УГЛЕВОДОРОДОВ C5 ПИРОЛИЗА // Фундаментальные исследования. – 2018. – № 12-1. – С. 25-30;URL: https://fundamental-research.ru/ru/article/view?id=42346 (дата обращения: 20.04.2024).