



С целью получения большой величины напряженности электрического поля вблизи поверхности катод заостряют вплоть до радиуса кривизны порядка 1 мкм. При этом значительно возрастает эмиссия электронов за счет туннельного эффекта, что позволяет изготовить сильноточные установки более надежными и компактными, без наличия в них накаленных электродов. Возможно повышение стабильности эмиссии электронов за счет применения для изготовления катода сплава, содержащего 50 % ниобия и по 25 % титана и циркония, в котором имеются структурные составляющие в виде нитевидных включений, ориентированных вдоль оси иглы и выходящих на эмитирующую поверхность [2].
Используют игольчатые катоды и для улучшения адгезии, коррозионной стойкости, пористости и шероховатости поверхностных сплавов на металлической основе за счет испарения капель, летящих с катода в вакуумно-дуговом испарителе [3].
В работе [1] приведены научные и практические аспекты электрохимических процессов в технологических газах между игольчатым катодом и жидким анодом, что аналогично схеме анодирования алюминия и его сплавов, когда поры оксидного слоя заполнены паром.
При анодировании сплава Д16Т эффект игольчатого катода в условиях присутствия исходной анодной пленки с формирующейся пористостью может дать положительный эффект в результате разложения молекул парогазовой фазы [1]. Дополнительно решили использовать вращение многоигольчатого катода.
Цель исследования. В работе исследовали влияние вращающегося многоигольчатого катода на толщину и твердость оксидной пленки на сплаве Д16Т при дополнительных ультразвуковом воздействии и введении озона в барботирующую смесь.
Материал и методы исследования
Анодирование осуществляли в водном растворе серной кислоты, используя установку, схема которой приведена в работе [5]. Генератор озона позволял получить не менее 2 мг озона в 1 л воздушной смеси. Исследования провели с образцами алюминиевого сплава Д16Т размерами 60×30×3 мм. Температура электролита в экспериментах составила 0 °С, концентрация серной кислоты – 1 мас. %, начальная плотность тока – 10 А/дм2, а затем она уменьшалась самопроизвольно. На заданную плотность тока выходили в течение 1 мин.
Схемы электрохимических ячеек приведены на рис. 1, где указана полярность и взаимное положение элементов ячейки. Расстояние между многоигольчатым устройством, которое вращалось во всех экспериментах, и анодом составляло приблизительно 1,5 мм. Через барботер продували воздух или озоно-воздушную газовую смесь.
Твердость по Роквеллу HRC оксидных покрытий измеряли на поперечных шлифах с помощью прибора «твердомер Константа К5У», толщину определяли многофункциональным электромагнитным толщиномером «Константа К5».
а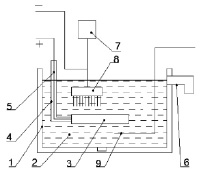 б
б 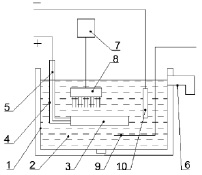
Рис. 1. Схемы электрохимических ячеек экспериментальной установки: а – при наличии вращающегося многоигольчатого катода; б – катодом является пластина коррозионностойкой стали, многоигольчатое устройство вращается: 1 – ультразвуковая ванна; 2 – электролит; 3 – анод; 4 – изоляционный материал; 5 – токоподвод; 6 – патрубок; 7 – двигатель; 8 – многоигольчатое устройство; 9 – барботер; 10 – катод из коррозионностойкой стали
Результаты исследования и их обсуждение
В таблице приведены технологии анодирования и результаты исследования свойств полученных оксидных пленок на алюминиевом сплаве Д16Т. На рис. 2 показано изменение силы тока анодирования с течением процесса, а на рис. 3 – зависимость напряжения от времени (цифры около кривых соответствуют № п\п технологии анодирования в таблице). Во всех случаях различия контролируемых величин практически не зависят от технологии. Например, максимальная сила тока при использовании вращающегося многоигольчатого катода составляла 2120–2460 мА (см. рис. 2а), а в случае катода из коррозионностойкой стали – от 2200 до 2360 мА (см. рис. 2б). Начальное напряжение изменилось от 33–36 до 37–42 В в рассмотренных технологиях соответственно (см. рис. 3а и б).
Технология анодирования, толщина и твердость покрытия
|
№ п\п |
Технология анодирования |
Катод |
Участок анализа покрытия |
|||
|
Под игольчатым устройством |
Вне действия игольчатого устройства |
|||||
|
толщина, мкм |
твердость, HRC |
толщина, мкм |
твердость, HRC |
|||
|
1 |
Продувка воздушной смесью |
Вращающийся игольчатый |
73 |
64 |
70 |
64 |
|
2 |
Коррозионностойкая сталь |
72 |
65 |
70 |
64 |
|
|
3 |
Продувка озоно-воздушной смесью |
Вращающийся игольчатый |
89 |
68 |
88 |
67 |
|
4 |
Коррозионностойкая сталь |
90 |
68 |
89 |
68 |
|
|
5 |
Продувка воздушной смесью с ультразвуковым воздействием |
Вращающийся игольчатый |
96 |
67 |
87 |
67 |
|
6 |
Коррозионностойкая сталь |
87 |
67 |
111 |
67 |
|
|
7 |
Продувка озоно-воздушной смесью с ультразвуковым воздействием |
Вращающийся игольчатый |
98 |
69 |
111 |
68 |
|
8 |
Коррозионностойкая сталь |
101 |
69 |
117 |
69 |
|
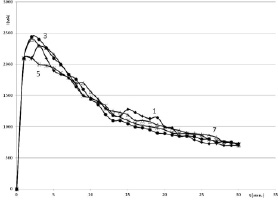
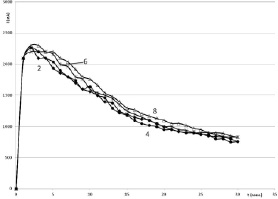
Рис. 2. Изменение силы тока в процессе анодирования сплава Д16Т: а – при наличии вращающегося многоигольчатого катода; б – катодом является пластина коррозионностойкой стали, многоигольчатое устройство вращается
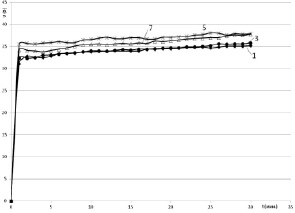
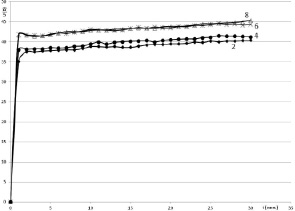
Рис. 3. Изменение напряжения в процессе анодирования сплава Д16Т: а – при наличии вращающегося многоигольчатого катода; б – катодом является пластина коррозионностойкой стали, многоигольчатое устройство вращается
При анализе полученных результатов базовой следует принять технологию анодирования № 1 и 2. В обоих случаях и толщина, и твердость покрытия не отличаются друг от друга вне зависимости от используемого катода.
Добавление озона в воздушную смесь для продувки электролита (технологии № 3 и 4 в таблице) увеличивает толщину анодного покрытия на 21,9–27,1 % вне зависимости от технологии и участка анализа пластины.
Использование ультразвука при продувке воздушной смесью (№ 5 и 6 в таблице) позволяет увеличить толщину оксидного покрытия на 24,3–58,6 % по сравнению с базовой. Причем максимальный результат достигается по технологии № 6 на участке вне зоны действия игольчатого устройства.
Комбинированное применение озона и ультразвука (№ № 7 и 8) увеличивает толщину покрытия на 34,2–67,1 %, и максимум наблюдается вне зоны действия игольчатого устройства.
Относительно твердости покрытий следует отметить, что увеличение величины HRC на 1–2 единицы не имеет практического значения. Прирост же твердости на 3–4 HRC уже заметен (например, для режущего инструмента). Таким образом, комбинированная технология (№ 7–8) дает наилучший результат. Хотелось бы также обратить внимание, что использованным методом определяется твердость поверхности покрытия, а согласно работе [4] микротвердость анодного слоя максимальна в центральных участках, а к поверхности снижается.
Заключение
Полученные результаты не свидетельствуют о перспективности применения вращающегося многоигольчатого катода для получения толстослойных анодных покрытий на алюминии и его сплавах. Это обусловлено протяженностью парогазовых каналов в покрытии, что экранирует катод и снижает напряженность электрического поля в канале. Следует отметить, что приблизительно первые 15 минут, когда толщина покрытия мала, скорость его роста достаточно высока, о чем свидетельствует интенсивность уменьшения силы тока анодирования (рис. 2а и б). В случае необходимости получения тонких покрытий игольчатый катод может дать эффект.
Добавление озона в воздушную смесь и использование ультразвука позволяет увеличить толщину покрытия не менее чем на 20 %. Их комбинация может увеличить толщину анодного слоя до 67 %. При этом на 3–4 HRC повышается твердость покрытия.
Рецензенты:
Киреев А.М., д.т.н., генеральный директор ООО «Югсон-сервис», г. Тюмень;
Бастриков С.Н., д.т.н., генеральный директор ОАО «Сибирский научно-исследовательский институт нефтяной промышленности», г. Тюмень.
Работа поступила в редакцию 06.11.2013.
Библиографическая ссылка
Коленчин Н.Ф. ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ ВРАЩАЮЩЕГОСЯ МНОГОИГОЛЬЧАТОГО КАТОДА ПРИ АНОДИРОВАНИИ АЛЮМИНИЕВОГО СПЛАВА Д16Т // Фундаментальные исследования. – 2013. – № 10-11. – С. 2422-2426;URL: https://fundamental-research.ru/ru/article/view?id=32807 (дата обращения: 26.04.2024).