



Бочкообразность, которую приобретает форма боковой поверхности цилиндрических заготовок в процессе осадки, является внешним проявлением неравномерности пластической деформации в их продольном сечении.
Количественной оценкой такой неравномерности может служить разность наибольшего диаметра выпуклости в срединном сечении (dб) и наименьшего – (dк) – на контактной поверхности торцов деформируемой заготовки с плоской плитой (рис. 1).
Указанная разность диаметров возникает при наличии сил трения, препятствующих радиальному течению материала заготовки не только на ее торцах, но и в прилегающих приконтактных слоях. Однако если заготовка относительно высокая, тогда сдерживающее влияние сил трения, в направлении срединного сечения, ослабевает настолько, что не препятствует свободному радиальному течению в нем металла. С уменьшением высоты осаживаемой заготовки разность диаметров dб и dк уменьшается, так как происходит выравнивание сдерживающего влияния сил трения на торцах и свободного течения в срединном сечении. Этому способствует также увеличение контактной поверхности (dк) за счет перехода части материала заготовки с ее боковой поверхности на торцевую.
Подобная физическая картина осадки, при наличии внешнего трения, изложена в работе А.М. Дмитриева и А.Л. Воронцова [4]. Опираясь на такую модель, можно заключить, что технологическими параметрами, определяющими величину выпуклости боковой поверхности цилиндра  при его холодной осадке, являются условия контактного трения, оцениваемые соответствующим коэффициентом (μ), относительная высота исходных заготовок (h0/d0), а также степень их относительной деформации
при его холодной осадке, являются условия контактного трения, оцениваемые соответствующим коэффициентом (μ), относительная высота исходных заготовок (h0/d0), а также степень их относительной деформации  .
.
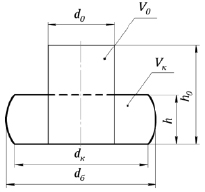
Рис. 1. Параметры формоизменения цилиндрической заготовки в процессе осадки
Следует отметить, что явление бочкообразования наиболее полно изучено при горячей деформации в условиях максимального трения. В частности, Я.М. Охрименко не только выполнил обширные исследования по влиянию относительной высоты и степени деформации исходных заготовок на их бочкообразность, но и предложил оценивать величину этого показателя формоизменения относительной величиной объема исходной заготовки, затрачиваемой на бочкообразование (объем выпуклости) [5]:
 . (1)
. (1)
Как следует из анализа формулы (1), коэффициент относительной бочкообразности является объемной характеристикой, не отражающей форму выпуклости, так как не учитывает ее наибольший диаметр (dб). Поэтому применение формулы (1) ограничено горячей ковкой слитков и не может быть использовано для оценки формоизменения заготовок при холодной осадке.
Это объясняется тем, что холодная осадка цилиндрических заготовок предназначена, как правило, для изготовления штучных заготовок, применяемых для различных технологических операций холодной объемной штамповки, выполняемой на прессах. Исходя из технологического назначения таких заготовок, одной из важнейших характеристик их качества является точность максимального диаметра выпуклости боковой поверхности, наряду с другими характеристиками. Кроме того, существенное отличие холодной осадки от горячей заключается также в том, что условия контактного трения в этом случае зависят от большого количества факторов, и, вследствие этого, величина коэффициента контактного трения изменяется в более широком диапазоне [6]. Это приводит к необходимости выполнения исследований по широкой номенклатуре как материалов осаживаемых заготовок, так и условий их деформирования.
Например, в работе [8], на основе выполненных экспериментов, авторы определили, что повышение содержания магния с 2 % до 8 % в алюминиево-магниевом сплаве существенно изменяет коэффициент контактного трения, и, вследствие этого, также изменяется величина выпуклости боковой поверхности осаживаемых поковок.
Исходя из изложенного, сформулированы цели выполненных экспериментальных исследований:
1. Выявить характер изменения минимального (dк) и максимального (dб) диаметров, определяющих величину выпуклости боковой поверхности осаживаемых цилиндрических заготовок различной относительной высоты из меди М1 в зависимости от степени их относительной деформации и условий контактного трения.
2. Исходя из технологического назначения осаживаемых поковок, основываясь на результатах выполненных экспериментов, предложить критерий (коэффициент) оценки выпуклости их боковой поверхности, учитывающий максимальный диаметр выпуклости.
Обзор литературных источников
Обзор литературных источников по исследованию формоизменения цилиндрических заготовок при холодной осадке показал, что в большей части работ авторы основное внимание уделяли особенностям формоизменения различных сплавов в условиях максимального трения (без смазки), а также зависимости величины выпуклости боковой поверхности заготовок от их относительной высоты и степени деформации. Достаточно много внимания уделено описанию формы боковой поверхности радиусом дуги окружности. Меньшее количество работ посвящено влиянию технологических смазок и другим факторам, позволяющим уменьшить величину выпуклости боковой поверхности поковок.
В частности, в работе [9] автор на основе экспериментов определил влияние относительной высоты исходных заготовок из алюминия (h0/d0 = 0,5; 1,0; 1,5 и 2,0), деформируемых без смазки, с различной степенью относительной осадки на величину радиуса выпуклости их боковой поверхности. Он также выявил, что между максимальным диаметром выпуклости их боковой поверхности (dб) и относительной высотой поковок существует линейная зависимость.
Деформационное поведение заготовок из алюминиевого сплава AA6082 различной относительной высоты (h0/d0 = 1,0 и 1,5), осаживаемых на гидравлическом прессе без применения смазки, исследовали в работе [7]. Заготовки деформировали с различной истинной степенью осадки. В результате установили, что соотношение максимального и минимального диаметров выпуклости (dб/dк) уменьшается с уменьшением относительной высоты исходных заготовок и степени их деформации.
Авторы работы [10] также на основе экспериментов по осадке заготовок из алюминия с разной относительной высотой (h0/d0 = 0,6; 0,8 и 1,0) исследовали влияние этого параметра, а также степени осадки на величину радиуса дуги окружности, который, по мнению авторов работы, с достаточной степенью точности соответствует форме выпуклости боковой поверхности осаженных поковок. В результате установлено, что с увеличением степени осадки указанный радиус уменьшается, подобно уменьшению влияния относительной высоты исходных заготовок.
В работе [2] авторы, на основе многофакторных экспериментов, исследовали не только влияние относительной высоты исходных заготовок (h0/d0 = 0,8 и 1,3), степени их осадки (ε = 0,1 и 0,36) и условий контактного трения (со смазкой и без нее), но и влияние скорости деформирования на величину бочкообразности осаживаемых поковок. В частности, выполнено сравнение этого показателя формоизменения поковок из алюминиевого сплава АД1 при осадке на гидравлическом и кривошипном прессах. В результате определено, что эффект повышения скорости деформирования с 4 мм/сек до 200 мм/сек, с целью уменьшения бочкообразности поковок, возрастает с увеличением их относительной высоты.
Статистические методы анализа применены авторами в работе [1] для исследования диапазона изменения максимального диаметра выпуклости боковой поверхности осаживаемых цилиндрических заготовок из разупрочненного алюминиевого сплава АД1 на гидравлическом прессе. Относительную высоту исходных заготовок устанавливали на двух уровнях (h0/d0 = 1,25 и 0,63), а степень деформации ε – соответственно 0,36 и 0,1. В качестве смазки использовали животный жир. В результате применения регрессионного и дисперсионного анализов выявлено, что при осадке относительно низких заготовок доминирующее влияние на изменение их наибольшего диаметра выпуклости оказывает коэффициент контактного трения, а при осадке относительно высоких – изменение указанного диаметра в равной степени зависит как от коэффициента контактного трения, так и степени осадки исходной заготовки.
Таким образом, анализ литературных источников показал, что практически все работы по исследованию формоизменения носят экспериментальный характер. При этом наибольшее внимание уделяется форме выпуклости боковой поверхности поковок, которую определяют на основе величины выпуклости. Однако при этом остается неисследованным характер относительного изменения максимального и минимального диаметров выпуклости. Вместе с тем этот вопрос неразрывно связан с проблемой оценки величины относительной выпуклости формы боковой поверхности поковок при холодной осадке.
Эксперимент. Анализ его результатов
Для исследования параметров формоизменения осаживаемых заготовок – величины выпуклости их боковой поверхности, применяли исходные заготовки из разупрочненной электротехнической меди М1. Режимы термической обработки: нагрев до 450 °C, выдержка – 1 час, охлаждение – вода, для удаления окисной пленки. Исходные заготовки отрезали от калиброванных прутков O25 мм. Относительная высота заготовок – h0/d0 = 1,0 и 1,75. Осадку выполняли со смазкой (животный жир) и без нее.
На первом этапе выполненных исследований ставилась цель: определить характер влияния диаметров dб и dк, определяющих размер выпуклости боковой поверхности, осаживаемых с различной степенью осадки, заготовок при различных условиях трения. Тем самым исследовали влияние каждого из указанных диаметров на величину выпуклости. Основываясь на ранее выполненных исследованиях, указанную зависимость анализировали с учетом относительной высоты исходных заготовок: отдельно для высоких (h0/d0 = 1,75) и низких (h0/d0 = 1,0).
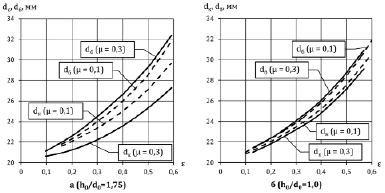
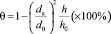
Рис. 2. Зависимость максимального (dб) и минимального (dк) диаметров выпуклости от относительной высоты исходных заготовок (h0/d0), степени их деформации (ε) и коэффициента контактного трения (μ)
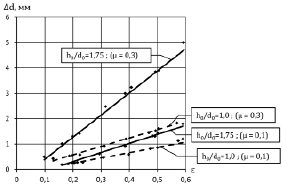
Рис. 3. Зависимость величины выпуклости боковой поверхности осаживаемых поковок (Δd = dб – dк) от h0/d0, ε и μ
На рис. 2 в виде графиков показана зависимость характера изменения наибольшего (dб) и наименьшего (dк) диаметров выпуклости боковой поверхности осаживаемых поковок в зависимости от степени деформации (ε) и относительной высоты исходных заготовок (h0/d0).
Анализируя графики, можно заключить, что диаметр контактной поверхности (dк), определяемый в первую очередь условиями трения (μ) под влиянием факторов h0/d0, ε, изменяется в более широком диапазоне, по сравнению с наибольшим диаметром выпуклости (dб). При этом, как видно из графиков, с увеличением относительной высоты исходных заготовок и степени их деформации, указанная тенденция возрастает. Это, в свою очередь, означает, что величина выпуклости (Δd), определяемая разностью диаметров dб и dк, изменяется в значительной степени за счет изменения диаметра dк и в меньшей – диаметра dб. Последний, как следует из анализа графиков на рис. 2, характеризуется большей устойчивостью, по отношению к изменению условий трения. Этот факт имеет большое значение, как будет показано ниже, при определении относительной величины выпуклости боковой поверхности осаживаемых поковок.
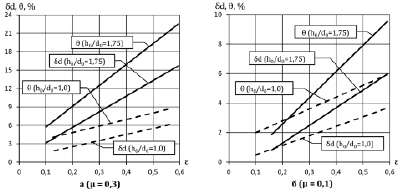
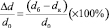
Рис. 4. Зависимость относительной выпуклости (δd) и относительной бочкообразности (θ) осаживаемых поковок в зависимости от h0/d0, ε и μ
Отметим, что диаметры как низких, так и высоких исходных заготовок равны (d0 = 25 мм). Это означает, что при деформировании как тех, так и других с одинаковой степенью деформации диаметры поковок также практически равны, и это позволяет сравнивать величину их выпуклости.
На рис. 3 представлены графики зависимости величины выпуклости боковой поверхности (Δd = dб – dк) поковок различной относительной высоты, деформируемых в различных условиях трения (μ = 0,1 и μ = 0,3) в зависимости от степени их осадки (ε). Из характера графиков видно, что влияние условий трения на контактных поверхностях зависит от относительной высоты исходных заготовок. С ее уменьшением (h0/d0) влияние трения на величину выпуклости уменьшается.
Обратимся к относительной оценке величины выпуклости. В работе [3] автор справедливо отмечает, что показатель абсолютной величины выпуклости Δd = dб – dк «более корректен, прост и нагляден, точнее характеризует степень отличия боковой поверхности осаживаемых поковок от цилиндра». Для обобщения, автор предложил для оценки относительной величины использовать показатель
 . (2)
. (2)
Соглашаясь с необходимостью использовать относительную оценку выпуклости, в настоящей работе предложено оценивать ее по формуле
 . (3)
. (3)
Анализ формулы (3) показывает, что показатель δd более точно отражает физический смысл оценки бочкообразности: если dк = dб, тогда относительная бочкообразность отсутствует (δd = 0); при уменьшении dк величина δd – возрастает.
На рис. 4 приведены графики зависимости относительной выпуклости осаживаемых поковок (δd), в зависимости от относительной высоты исходных заготовок (h0/d0), степени их деформации (ε) и условий контактного трения (μ). Кроме того, для сравнения приведены, также, значения показателей относительной бочкообразности.
Из сравнения показателей δd и θ можно заметить, что оба показателя находятся в относительно тесной корреляционной связи, несмотря на то, что один из них (θ) оценивает объемный показатель, а второй (δd) – изменение формы осаживаемых поковок.
Выводы
1. Анализ изменения максимального (dб) и минимального (dк) диаметров выпуклости боковой поверхности осаживаемых цилиндрических поковок, в зависимости от относительной высоты исходных заготовок (h0/d0), их степени деформации (ε) и условий трения (μ) показал, что изменение величины выпуклости определяется в значительной степени изменением диаметра контактной поверхности (dк) и в меньшей – максимального диаметра выпуклости (dб).
2. Значительно меньшее изменение максимального диаметра выпуклости (dб), по сравнению с диаметром контактной поверхности (dк), позволяет при оценке относительной величины выпуклости относить ее абсолютную величину (Δd = dб – dк) к более стабильному максимальному диаметру выпуклости (dб).
Библиографическая ссылка
Антонюк Ф.И., Кузнецов И.В., Мкртчян А.Б. ОЦЕНКА ФОРМЫ БОКОВОЙ ПОВЕРХНОСТИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК ИЗ МЕДИ М1 ПРИ ХОЛОДНОЙ ОСАДКЕ // Фундаментальные исследования. – 2017. – № 7. – С. 9-14;URL: https://fundamental-research.ru/ru/article/view?id=41575 (дата обращения: 25.04.2024).