



В настоящее время повышение надежности машин, механизмов и оборудования представляет собой актуальную проблему, которая обусловлена экономическими факторами. Известно, что на обеспечение надежности трибосопряжений технически развитые страны расходуют от 3 до 5 % годовых бюджетных средств. Анализ отказов деталей и оборудования в целом на водном транспорте показал, что до 85 % отказов вызвано процессами трения и изнашивания [4].
Повышение надежности машин, механизмов и оборудования возможно при решении следующих технологических задач: разработки современных износостойких и антифрикционных материалов, выбора оптимального сочетания материалов для конкретных условий работы трибосопряжений и разработки оптимальной технологии нанесения износостойкого или антифрикционного покрытия на деталь или трибосопряжение.
Наиболее широкое распространение при восстановлении и упрочнении большой номенклатуры деталей получило пористое хромирование благодаря удовлетворительной прирабатываемости к сопряженным нехромированным поверхностям, низкому коэффициенту трения пары «пористый хром – сталь», высокой твердости и износостойкости при повышенных давлениях и температуре в коррозионных средах. Однако хромовые покрытия не обеспечивают необходимую износостойкость при наличии абразива в смазке (например, топливная аппаратура судовых дизелей, работающих на тяжелом топливе, системы гидравлики приводов механизмов и устройств спецтехники и др.) [2].
Повысить износостойкость трибоузлов и, соответственно, их надежность наиболее целесообразно нанесением композиционных покрытий: гальваническим хромированием с последующим модифицированием минеральными или органоминеральными материалами [3–5].
Цель исследования — повышение надежности машин, механизмов и оборудования путем разработки технологии формирования композиционных износостойких металлокерамических покрытий на поверхностях трения деталей.
Материалы и методы исследования
Поиск оптимального химического состава минеральных и органоминеральных материалов для упрочнения хромового покрытия плунжера для решения задачи повышения долговечности плунжерных пар путем получения износостойких композиционных покрытий осуществлялось в соответствии с блок-схемой (рис. 1).
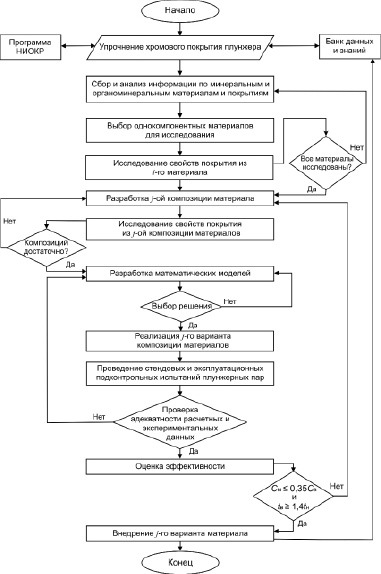
Рис. 1. Блок-схема поиска оптимального химического состава минеральных и органоминеральных материалов для упрочнения хромового покрытия
Для определения оптимальной триботехнической композиции для модифицирования стали ХВГ и хромового покрытия были выбраны следующие вещества и композиции:
1) серпентинит (брутто-формула:
Mg·Fe0,8·Al0,4·Si2,1O9·H2O·(CaSiO3)0,9);
2) алюмосиликат природного происхождения (брутто-формула:
Mg·Fe0,8·Al0,4·Si2,1O9·H2O·(CaSiO3)0,9);
3) кварцевая пыль (Si2O);
4) природный алюмосиликат, модифицированный полисахаридом природного происхождения (брутто-формула полисахарида: (C6O4H7NH2)n);
5) серпентинит + природный алюмосиликат;
6) природный алюмосиликат, модифицированный полисахаридом природного происхождения, + серпентинит.
Для триботехнических испытаний образцы изготавливали из стали ХВГ в форме роликов диаметром 45 мм, шириной 10 мм, часть образцов покрывали хромовым покрытием. Перед проведением испытаний образцы полировали алмазной пастой до Ra = 0,063 мкм. Испытания на универсальной машине модели УМТВК проводили по схеме «ролик – ролик» в условиях граничного трения при постоянной скорости скольжения 0,628 м/с. В качестве неподвижного образца использовался ролик из стали ХВГ твердостью 60–61 HRC. Смазку пары трения осуществляли капельным способом (25–30 капель в минуту). Для смазки применялось дизельное топливо марки Л-0.5 по ГОСТ 305–82. В качестве искусственного загрязнителя использовалась кварцевая пыль дисперсностью 1–5 мкм. Концентрация загрязнителя в топливе составляла 1 %. Время испытаний каждой пары трения составляло четыре часа. Нагрузка изменялась от 100 до 500 Н. В процессе испытаний фиксировали следующие параметры: интенсивность (величину) изнашивания, силу (коэффициент) трения и температуру фрикционного разогрева.
Детали и образцы хромировали в универсальном сернокислом электролите на режиме: температура электролита 50 °С, плотность тока 60 А/дм2, который обеспечивает наибольшую износостойкость хромового покрытия и оптимальную микротвердость в пределах 9120–9210 МПа. Толщина хромового покрытия составляла 12–15 мкм, которая необходима для восстановления изношенных или упрочнения новых деталей.
Результаты исследования и их обсуждение
В результате сравнительных триботехнических испытаний было установлено
(таблица).
Модифицирование поверхностного слоя гальванического хрома позволяет уменьшить износ покрытия и сопряженной детали, при этом величины износа существенно зависят от состава модификатора.
Износ хрома отсутствует после его упрочнения алюмосиликатом, модифицированного полисахаридом, но при этом велик износ сопряженной детали (96,1 % от износа стали ХВГ при трении с неупрочненным хромом).
Минимальный износ (28,4 %) наблюдается после упрочнения хрома алюмосиликатом, при этом износ сопряженной детали несколько меньше (76,5 %).
Упрочнение хрома серпентинитом позволяет получить износ покрытия 31,4 % при минимальном износе сопряженной детали — всего 47 %.
Упрочнение хрома кварцем незначительно уменьшает его износ (с 41,2 % для неупрочненного хрома до 37,2 %, т.е. всего на 4 %), но снижает износ сопряженной детали до 52,9 %.
Модифицирование поверхности хрома уменьшает температуру в зоне фрикционного контакта. Наибольшее уменьшение температуры наблюдается при упрочнении алюмосиликатом, модифицированным полисахаридом, наименьшее ‒ при использовании кварца во всем диапазоне нагрузок.
Коэффициент трения стабильный и самый низкий во всем диапазоне нагрузок у трибосопряжения с образцами, упрочненными серпентинитом и алюмосиликатом, модифицированным полисахаридом. Применение кварца и алюмосиликата снижает коэффициент трения в меньшей степени, причем кварц и после приработки обеспечивает уменьшение коэффициента трения при увеличении нагрузки в исследуемом диапазоне.
Результаты сравнительных триботехнических испытаний
|
Пара трения |
Нагрузка, Н |
Время |
tmax, °С |
kтр |
Средняя скорость изнашивания, мг/ч |
|
|
покрытия |
ХВГ |
|||||
|
ХВГ – хром |
100 |
0,5 |
49 |
0,171 |
1,8 |
6,8 |
|
200 |
0,5 |
64 |
0,142 |
1,2 |
5,0 |
|
|
300 |
1,0 |
78 |
0,148 |
1,2 |
1,5 |
|
|
500 |
2,0 |
110 |
0,174 |
0,8 |
1,4 |
|
|
ХВГ – хром, модифицированный составом № 1 (серпентинит) |
100 |
0,5 |
42 |
0,113 |
0 |
0,4 |
|
200 |
0,5 |
52 |
0,128 |
0,6 |
1,0 |
|
|
300 |
1,0 |
64 |
0,128 |
1,3 |
2,5 |
|
|
500 |
2,0 |
98 |
0,128 |
1,3 |
1,1 |
|
|
ХВГ – хром, модифицированный составом № 2 (алюмосиликат) |
100 |
0,5 |
48 |
0,114 |
0 |
0,8 |
|
200 |
0,5 |
55 |
0,134 |
0 |
1,8 |
|
|
300 |
1,0 |
71 |
0,138 |
0 |
2,0 |
|
|
500 |
2,0 |
105 |
0,166 |
1,5 |
2,2 |
|
|
ХВГ – хром, модифицированный составом № 3 (кварц) |
100 |
0,5 |
44 |
0,171 |
1,6 |
1,4 |
|
200 |
0,5 |
55 |
0,150 |
0,8 |
||
|
300 |
1,0 |
73 |
0,143 |
1,5 |
||
|
500 |
2,0 |
108 |
0,137 |
0,6 |
||
|
ХВГ – хром, модифицированный композицией № 4 |
100 |
0,5 |
36 |
0,149 |
0 |
2,4 |
|
200 |
0,5 |
50 |
0,129 |
0 |
||
|
300 |
1,0 |
60 |
0,133 |
0 |
||
|
500 |
2,0 |
95 |
0,125 |
0,2 |
||
|
ХВГ – хром, модифицированный композицией № 5 |
100 |
0,5 |
40 |
0,143 |
0 |
0,6 |
|
200 |
0,5 |
51 |
0,143 |
0,8 |
1,2 |
|
|
300 |
1,0 |
70 |
0,152 |
0,4 |
1,9 |
|
|
500 |
2,0 |
106 |
0,137 |
0,4 |
1,1 |
|
|
ХВГ – хром, модифицированный композицией № 6 |
100 |
0,5 |
38 |
0,156 |
0 |
0001,4 |
|
200 |
0,5 |
51 |
0,143 |
0 |
||
|
300 |
1,0 |
63 |
0,133 |
0 |
||
|
500 |
2,0 |
98 |
0,125 |
1,1 |
||
Для дальнейших исследований создавались композиции из следующих материалов: серпентинита (50 % по массе) и алюмосиликата природного происхождения (50 % по массе) – композиция № 5, серпентинита (50 % по массе) и алюмосиликата природного происхождения, модифицированного полисахаридом природного происхождения – композиция № 6.
Минимальный суммарный износ сопряжения наблюдается при использовании композиции № 5 и составляет всего 46 % от суммарного износа базового варианта сопряжения (ХВГ – Сr), причем износ модифицированного хрома составляет 38,6 % от немодифицированного хрома, а стали ХВГ – 49 %.
Применение композиции № 6 приводит к износу модифицированного образца только при нагрузке 500 Н. Износ неподвижного образца составляет 53,9 % от износа базового варианта (ХВГ – хром).
Таким образом, получение наилучших триботехнических свойств для пар трения ХВГ–ХВГ и ХВГ–хром обеспечивают следующие минеральные и органоминеральные композиции:
– 50 % серпентинит + 50 % алюмосиликат (композиция № 5);
– 50 % серпентинит + 50 % алюмосиликат, модифицированный полисахаридом природного происхождения (композиция № 6).
Для нахождения оптимального содержания серпентинита в композициях № 5 и № 6 были проведены дополнительные испытания в течение 1 ч при нагрузке 500 Н.
Установлено, что минимальный износ покрытия и сопряженной детали из стали ХВГ наблюдается после упрочнения хромового покрытия композицией 90 % серпентинита + 10 % алюмосиликата, модифицированного полисахаридом, суммарная скорость изнашивания трибосопряжения всего 2,2 мг/ч. Увеличение доли алюмосиликата в композиции до 20 % приводит к возрастанию суммарной скорость изнашивания до 2,5 мг/ч (на 13,6 %) за счет увеличения износа как покрытия, так и стали ХВГ. При этом величина износа покрытия возрастает в 2 раза, а стали ХВГ ‒ всего на 5 %.
Затем по износостойкости следует композиция, содержащая 90 % серпентинита и 10 % алюмосиликата, – суммарная скорость изнашивания трибосопряжения 2,7 мг/ч. Повышение износостойкости трибосопряжения по сравнению с хромовым покрытием без упрочнения составляет 3,3 раза.
На основании исследований образования металлокерамических покрытий фрикционным методом было установлено, что основными параметрами модифицирования осадков хрома при применении фрикционного метода являются: приведенное усилие прижатия индентора к упрочняемой поверхности Р и время упрочнения t. Линейная скорость упрочняемой поверхности была постоянной и составляла 0,71 м/с. Модифицирование поверхности трения минеральными и органоминеральными материалами осуществляли неподвижным индентором из серого перлитного чугуна диаметром 45 мм, который прижимался к вращающимся образцу или упрочняемой детали. Модифицирующий состав, состоящий из минерального или органоминерального материала и дизельного топлива, наносился на упрочняемую поверхность.
Установлено, что усилие прижатия индентора менее 20 Н/мм не обеспечивает качественного упрочнения. Увеличение нагрузки свыше 40 Н/мм приводит к образованию дефектов на поверхности гальванического хрома в виде рисок или язвин, а иногда и шелушению покрытия. Триботехнические испытания проводили при нагрузке 500 Н в течение 3 ч, так как при меньших нагрузках износ покрытия практически отсутствует. Предварительно образцы прирабатывались после упрочнения при нагрузке 300 Н в течение 5 мин. В качестве функций отклика были выбраны величины скорости изнашивания композиционного покрытия и стального образца.
Для получения композиционного покрытия использовали композицию 90 % серпентинита + 10 % алюмосиликата, модифицированного полисахаридом. В процессе триботехнических испытаний фиксировали следующие параметры: интенсивность (величину) изнашивания, силу (коэффициент) трения и температуру фрикционного разогрева.
В результате исследований получены зависимости величин скоростей изнашивания композиционного покрытия (1) и сопряженного образца из стали ХВГ (2) от параметров режима упрочнения хромового покрытия
Vп = 1,72 + 0,011t – 0,035Pп, мг/ч; (1)
Vн = 2,27 + 0,076t – 0,029Pп – 0,00125Pп t, мг/ч. (2)
Наибольшее влияние на скорости изнашивания покрытия и сопряженной стали ХВГ оказывает усилие прижатия индентора к упрочняемой поверхности (1 и 2). С увеличением усилия прижатия величины скоростей изнашивания уменьшаются (рис. 2). Несколько меньшее влияние на величины скоростей изнашивания оказывает время упрочнения: по мере его возрастания скорости изнашивания увеличиваются.
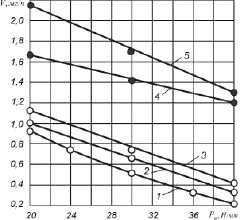
Рис. 2. Зависимость скоростей изнашивания покрытия (линии 1, 2 и 3) и сопряженного образца
из стали ХВГ (линии 4 и 5) от приведенной нагрузки и времени упрочнения:
1 – ступенчатое нагружение при упрочнении с интервалом нагрузок 100 Н, время воздействия
при каждой нагрузке 1 мин; 2 – 1 мин; 3 – 10 мин; 4 – 1 мин; 5 – 10 мин
Оптимальным по всем триботехническим параметрам является режим упрочнения, при котором максимальное усилие прижатия индентора к упрочняемой поверхности (40 Н/мм) и минимальное время упрочнения (1 мин).
Далее проводили испытания по модифицированию хромового покрытия путем применения ступенчатого нагружения. Было установлено, что такой вид нагружения позволяет снизить скорость изнашивания покрытия после приработки вследствие более быстрого образования вторичных структур и приспособляемости поверхностей трения к условиям работы. Минимальная величина усилия составляла 10 Н/мм. Время воздействия при каждой нагрузке составляло 1 мин. Такая схема упрочнения позволила увеличить износостойкость покрытия при упрочнении на максимальной нагрузке прижатия индентора к детали в 1,4 раза (рис. 2, кривая 1). Зависимость скорости изнашивания композиционного покрытия от максимального усилия прижатия индентора к упрочняемой поверхности имеет вид
Vп = 2,17 + 0,0006Рп2 – 0,073Pп, мг/ч. (3)
Скорость изнашивания сопряженной детали из стали ХВГ после упрочнения хромового покрытия при ступенчатом нагружении при упрочнении примерно такая же, как и при мононагружении. Температура в зоне трибоконтакта и коэффициент трения практически не зависят от вида нагружения при упрочнении.
Исследование композиционных покрытий с помощью рентгено-электронной спектроскопии позволило установить состав металлокерамической пленки на глубине до 100 нм (в атомных процентах): C = 56,23, O = 21,83, Cr = 10,89, Si = 3,78, Al = 4,93, Na = 1,78, Mn = 0,33, Fe = 0,23.
Выводы
Таким образом, упрочнение гальванического хрома композицией 90 % серпентинита + 10 % алюмосиликата, модифицированного полисахаридом, при ступенчатом увеличении нагрузки (максимальное усилие 40 Н/мм) и времени воздействия при каждой нагрузке в течение 1 мин позволяет повысить износостойкость хрома более чем в 8 раз. Нанесение композиционного покрытия на оптимальном режиме позволяет также уменьшить скорость изнашивания покрытия и сопряженной детали из стали ХВГ в 6 раз. При этом суммарная скорость изнашивания сопряжения в целом уменьшается в 6,3 раза. Следовательно, долговечность сопряжения при восстановлении подвижной детали нанесением композиционного покрытия возрастет не менее чем в 6 раз по сравнению с парой трения
«хром – сталь ХВГ».
Плунжерные пары с композиционными покрытиями успешно эксплуатируются на судах судоходных компаний и имеют безотказную наработку свыше 14 тыс. ч для среднеоборотных и свыше 20 тыс. ч для малооборотных дизелей, работающих на тяжелых сортах топлива.
Рецензенты:
Москаленко А.Д., д.т.н., профессор, президент Дальневосточного отделения Российской академии транспорта, г. Владивосток;
Юдаков А.А., д.т.н., профессор, зам. директора Института химии ДВО РАН по инновациям, г. Владивосток.
Работа поступила в редакцию 26.10.2012.
Библиографическая ссылка
Леонтьев Л.Б., Шапкин Н.П., Леонтьев А.Л., Шкуратов А.Л. УПРАВЛЕНИЕ ФОРМИРОВАНИЕМ КОМПОЗИЦИОННЫХ ИЗНОСОСТОЙКИХ МЕТАЛЛОКЕРАМИЧЕСКИХ ПОКРЫТИЙ НА ПОВЕРХНОСТЯХ ТРЕНИЯ ДЕТАЛЕЙ // Фундаментальные исследования. – 2012. – № 11-3. – С. 630-635;URL: https://fundamental-research.ru/ru/article/view?id=30586 (дата обращения: 27.04.2024).