



Многие металлоизделия в процессе эксплуатации испытывают воздействие циклических нагрузок [8]. В силу того что процесс зарождения и распространения трещин локален, определяющим при усталостном разрушении являются не осредненные характеристики сопротивлению деформированию и разрушению при статическом нагружении, а локальные характеристики и их сочетания.
Процесс объемной штамповки сопровождается неравномерностью деформации, что приводит к неоднородности распределения структурно-механических характеристик по объему изделия. Влияние пластической деформации на циклическую выносливость осуществляется как на микроуровне, при котором она изменяет плотность и структуру дефектов кристаллической решетки, так и макроуровне, когда в силу неравномерности деформации в объеме штампуемой заготовки возникают и остаются остаточные макронапряжения.
Известно [2, 6], что влияние однородной предварительной деформации на усталостную прочность носит не однозначный характер. Так, пластическое деформирование в области равномерных деформаций приводит, как правило, к повышению циклической долговечности металлоизделий. Однако упрочнение при степенях, меньших и больших равномерной пластической деформации, может отрицательно повлиять на сопротивление усталости. Имеется немногочисленная информация по оценке усталостной прочности конкретных изделий [2, 5].
Это связано с тем, что исследование неравномерности деформации в конкретном технологическом процессе обработки металлов давлением до недавнего времени, имело значительные трудности. Поэтому исследование структуры и механических свойств штампованных металлоизделий имеет большое практическое значение.
Для оценки адекватности переноса подкрепленных теоретически экспериментальных выводов, полученных нами на металлических образцах, на готовые изделия в данном разделе представлена последовательность постановки задач проведения комплексного исследования сопротивления усталости и конкретные примеры прогнозирования поведения металлических материалов при циклических нагрузках в конкретных изделиях.
Вопросы увеличения ресурса конструкций летательных аппаратов при снижении их металлоемкости особенно актуальны в настоящее время [9, 10]. Для обеспечения надежной и безопасной эксплуатации современных самолетов широко применяют титановые сплавы, которые подвергаются различным технологическим
обработкам.
В работе поставлена задача – изучить влияние основных операций технологического процесса (термообработки, штамповки) изготовления типовых листовых деталей каркаса планера типа обшивок, панелей, жесткостей, на механические характеристики некоторых материалов и разработать практические рекомендации для повышения их циклической прочности и долговечности.
Листовые гофрированные заготовки
из титанового сплава ВТ-20
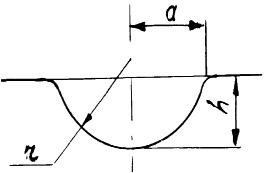
Для изготовления листовой детали применена изотермическая штамповка в жестких керамических штампах, имеющих индивидуальную систему нагрева, на специализированных гидравлических прессах. Конструкция изделия представлена на рис. 1.
Сплав титана ВТ-20 был выбран в качестве основного сплава при проведении исследований. ВТ-20 является α – сплавом с достаточно высокой прочностью σв ≈ 100 МПа, высокой жесткостью Е20 = 1100 кг⁄мм2, хорошей жаропрочностью (допускается длительная работа конструкции при температуре до 550 °С) и термостабильностью, а также высокой коррозионной стойкостью. Конструкция типовой крупногабаритной листовой детали приведена на рис. 1, а. Форма поперечного сечения элемента жесткости, типа рифта приведена на рис. 1, б.
При изготовлении листовой детали применялись две технологии: штамповка на падающих молотах с применением свинцово-цинковых штампов и штамповка на гидравлических прессах в штампах из стеклокерамики. Штамповка ведется с нагревом. На молотах операции формовки производят на простых штампах за два-три удара молотом.

а б
Рис. 1. Крупногабаритная листовая деталь из титанового сплава ВТ-20 (а) и профиль рифта (б)
а б
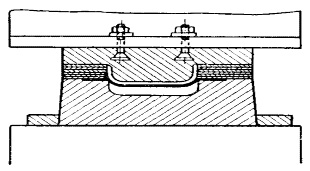
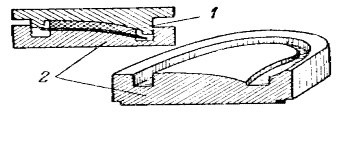
Рис. 2. Схема работы штампа на падающих молотах: а – штамп с прокладкой фанерных рамок; б – штамп с резиновой подушкой
(1 – пуансон; 2 – матрица)
Осадке подвергался не весь образец, а лишь его участок в опасном сечении.
Испытания на статическую прочность образцов из титанового сплава ВТ-20 проводились на плоских образцах (ГОСТ 1497-61. Металлы. Методы испытания на растяжение) на машине «Instron1115» со скоростью деформации 10-2 с-1 при комнатной температуре. В соответствии с ГОСТ 1497-61 регистрировалась диаграмма растяжения, начальные и конечные размеры образцов, определялись прочностные (σв, σ0,2) и пластические (d5, d10) характеристики образцов в состоянии поставки. По результатам статических испытаний строились кривые упрочнения в координатах lgsi (si – истинное напряжение) – lgei (ei – истинная деформация), что позволяет определить показатель деформационного упрочнения А исследованных материалов в состоянии поставки.
Средние значения пределов прочности и текучести, а также относительного удлинения образцов, вычисленные по результатам испытаний 5 образцов на материал из титанового сплава ВТ-20 представлены в таблице.
Механические свойства материала
|
Материал |
Режим обработки |
σа , МПа |
σв , МПа |
Ψ, % |
δ , % |
А |
|
ВТ-20 |
Отжиг 800° ± 10 °С |
1037 |
978 |
13 |
10 |
0,05 |
Металлографические исследования проводились по общепринятой методике на микроскопах МИМ-7, МИМ-8 с увеличением ×300.
Анализ фрактографических особенностей усталостных и статических изломов образцов и натурных изделий осуществлялся на оптическом компараторе типа МИР-12 и электронном микроскопе типа РЭМ-200Å с увеличением ×100 и ×3200.
Испытания на усталость при комнатной температуре плоских образцов
(ГОСТ 25502-99) осуществлялись при симметричном цикле консольного изгиба с частотой 1500 цикл/мин по «жесткой» схеме на двухпозиционной машине [7].
Испытания на циклическую долговечность натурных изделий проводились при низких частотах нагружения
до 12 цикл/мин. Программа испытаний на выносливость агрегатов и узлов изделий составлена Главным конструктором ГАЗиСО на основе требований действующих Норм прочности и «Инструкции по проведению лабораторных и стендовых испытаний на прочность опытных и серийных самолетов и гидросамолетов», разработанной ЦАГИ.
Испытания образцов гофровых панелей на сдвиг по пульсирующему циклу и избыточным давлением осуществлялись по симметричному и пульсирующему циклу.
Для оценки плоского напряженно-деформированного состояния натурных деталей применялись фольговые тензорезисторы КФ5П1 с базой 1 и 5 мм. Их наклейка проводилась клеем ЦИАКРИН–ЭО в зонах максимальных деформаций.
Результаты усталостных испытаний образцов из сплава ВТ-20 представлены рис. 3.
Циклическая долговечность холоднокатаных продольных образцов титанового сплава ВТ-20 выше (в 2,5 раза при εпр.д = 0 % и в 1,76 раза при εпр.д = 10 % – на молоте), чем у поперечных образцов (σа = 250 МПа).
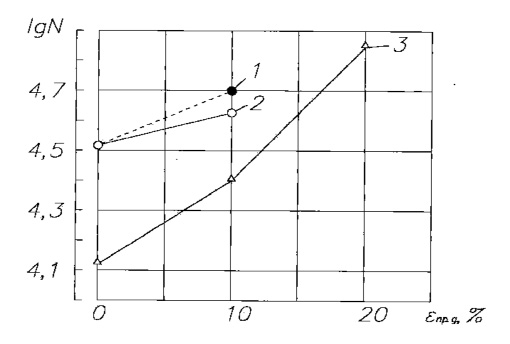
Рис. 3. Зависимость долговечности сплава ВТ-20 от степени осадки: 1 – на прессе;
2, 3 – на молоте; 1 и 2 – образцы вырезаны вдоль волокон, 3 – поперек волокон. Симметричный консольный изгиб с частотой 25 Гц при напряжении 350 МПа
Предварительная деформация на молоте (от 0 до 20 %) холоднотянутых поперечных образцов приводит к монотонному увеличению их циклической долговечности (от 13100 циклов до 68300 циклов, то есть в 5,22 раза) при напряжении σа = 250 МПа. Предварительная осадка 10 % продольных образцов на прессе приводит к большему увеличению долговечности по сравнению с исходными образцами, чем деформация на падающем молоте. Так, например, при σа = 350 МПа циклическая долговечность осаженных образцов на прессе возрастает в 1,55 раза, а на молоте лишь в 1,25 раза, против 32700 циклов при εпр.д = 0 %. Пластическая деформация неоднозначно влияет на усталостные свойства материалов. Ее эффект при комнатной температуре зависит от природы материала, его структурного состояния, скорости предварительного деформирования и амплитуды приложенного напряжения. Обычно предварительная пластическая деформация повышает характеристики усталости материалов, однако при малых степенях εпр.д = 1÷4 %, у титановых сплавов долговечность существенно (до 40 %) снижается.
Полученные зависимости влияния предварительной технологической обработки на механические характеристики титанового сплава ВТ-20 позволили разработать рекомендации по оптимизации режимов технологической пластической обработки с целью повышения циклической долговечности готовых изделий.
Результаты могут быть использованы при разработке технологии изготовления штампованных листовых изделий из исследованного материала.
Листовые гофрированные заготовки
из титанового сплава ОТ4-1
Конструкция типовой листовой детали из титанового сплава ОТ4-1 и форма поперечного сечения элемента жесткости аналогичны тем, что приведены на рис. 1 а, б. В качестве материала исследований были взят титановый псевдо-α-сплав ОТ4-1.
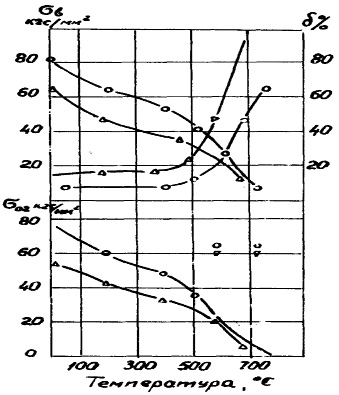
Рис. 4. Графики изменения механических свойств титановых сплавов при одноосном растяжении в зависимости от температуры испытания: ∇ – ОТ4-1; ![]() – ВТ6С [4]
– ВТ6С [4]
Программа испытаний на выносливость агрегатов и узлов изделий составлена главным конструктором предприятия на основе требований действующих норм прочности и «Инструкции по проведению лабораторных и стендовых испытаний на прочность опытных и серийных самолетов и гидросамолетов», разработанной ЦАГИ.
При изготовлении листовой детали применялись две технологии: штамповка на падающих молотах с применением свинцово-цинковых штампов согласно схеме, приведенной на рис. 2, и изотермическая штамповка на гидравлических прессах в жестких керамических штампах, имеющих индивидуальную систему нагрева.
Штамповка осуществлялась с нагревом. При молотовой штамповке нагрев производится непосредственно в электрической печи, при штамповке в керамических штампах – непосредственно от штампов, нагретых до температуры ≈ 990 °С путем теплопередачи.
Основной причиной ограничения верхнего предела штамповки по температу-
ре 700 ° является образование газонасыщенного (охрупченного) слоя в результате диффузии газов в верхний слой материала. На молотах операции формовки производят на простых штампах за два-три удара молотом. При штамповке в керамических штампах формовка выполняется за один ход пресса. Технологические операции листовой штамповки: формовка, гибка охватывают область жестких схем напряженного состояния, в которых коэффициент П = 1÷2. Поэтому с целью сохранения идентичности схемы нагружения при испытаниях выбраны одноосное и двухосное растяжение с нагревом. При этом для более достоверных результатов схема плоского напряженного состояния реализуется методом выпучивания мембран.
Испытание на одноосное растяжение с нагревом производилось на универсальной 100-тонной машине системы Амслера, оборудованной нагревательной печью, обеспечивающей равномерный нагрев образца по всей длине до заданной температуры и сохранения последней в установленных пределах на протяжении всего испытания согласно ГОСТ 9651-84. Конструкция приспособлений для крепления образцов нагревательной печи, а также электрическая схема включения и регулировки температуры являются обычными и применяются в лабораторной
практике [1, 3].
Испытания проводились при температурах 20÷850 °С на плоских образцах по ГОСТ9684 со скоростью деформации ![]() = 3,5·10-3÷10-1 с-1. В соответствии
= 3,5·10-3÷10-1 с-1. В соответствии
с ГОСТ 1497-61 регистрировалась диаграмма растяжения. По результатам испытаний строились зависимости «истинное напряжение – истинная деформация».
Для проведения испытания листового материала на двухосное растяжение методом выпучивания мембран в условиях активного нагружения в интервале температур 20÷900 °С и скоростей деформирования
10-3÷10-1 с-1 было разработано устройство для высокотемпературного испытания листового материала методом выпучивания мембран в режиме активного нагружения и методика построения зависимости «истинное напряжение – истинная деформация».
Металлографические исследования проводились по общепринятой методике на микроскопах МИМ-7, МИМ-8 с увеличением ×340.
Анализ фрактографических особенностей статических изломов образцов и натурных изделий осуществлялся на растровом электронном микроскопе, РЭМ-200 при увеличении: ×750 и ×2500.
На основании испытаний на одноосное и двухосное растяжения построены зависимости «истинное напряжение – истинная деформация», которые представлены на рис. 5. На их основании построены температурные зависимости предельной деформации, представленные на рис. 6 и 7.
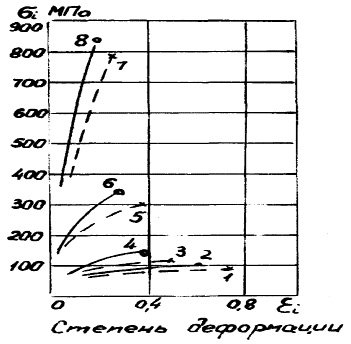
Рис. 5. Зависимости «истинное напряжение – истинная деформация» титанового сплава ОТ4-1: для скорости деформации ![]() = 3,5·10-3 с-1 при температурах, °С: 1 – 20; 3 – 500; 7 – 700; для
= 3,5·10-3 с-1 при температурах, °С: 1 – 20; 3 – 500; 7 – 700; для ![]() = 4,5·10-2 с-1 при температурах, °С: 2 – 20; 4 – 500; 6 – 600; 8 – 700
= 4,5·10-2 с-1 при температурах, °С: 2 – 20; 4 – 500; 6 – 600; 8 – 700
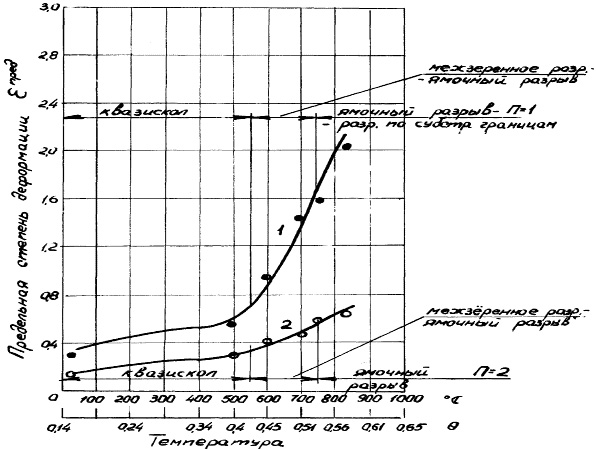
Рис. 6. Температурные зависимости предельной деформации εпред титанового сплава ОТ4-1, л 0,3 при скорости деформации ![]() = 4,5·10-2 с-1:
= 4,5·10-2 с-1:
1 – одноосное растяжение; 2 – двухосное растяжение

Рис. 7. Температурные зависимости предельной деформации εпред титанового сплава ОТ4-1, л 0,3 при скорости деформации ![]() = 3,4·10-3 с-1:
= 3,4·10-3 с-1:
1 – одноосное растяжение; 2 – двухосное растяжение

Рис. 8. Кривые распределения долговечности сплава ОТ4-1 при испытании на воздухе – 2, 5, 6
и
в коррозионной среде – 1, 3, 4: 1, 2 – исходное состояние
(холоднокатаный); 3, 5 – осадка (10 %) на гидропрессе; 4, 6 – осадка на
молоте (10 %). Консольный изгиб с частотой 25 Гц , σa = 450 МПа
Анализ экспериментальных данных (рис. 8) указывает на преимущество молотовой штамповки для повышения эксплуатационной надежности листовых деталей из этого сплава.
Так, осадка на молоте повышает долговечность сплава (σа = 450 Мпа) в 2,5 раза на воздухе и в 1,5 раза в среде 3 %-ого водного раствора NaCl, а осадка на гидропрессе долговечность на воздухе практически не изменяет, а в коррозионной среде – даже уменьшает долговечность в 1,3 раза, по сравнению с образцами в исходном (недеформированном состоянии).
Выводы
Изучено влияние основных операций технологического процесса (термообработки, штамповки) изготовления типовых листовых деталей каркаса планера типа обшивок, гофровых панелей, жесткостей, на механические характеристики некоторых титановых сплавов (ВТ-20, ОТ4-1) и разработаны практические рекомендации для повышения их прочности и циклической долговечности.
Показана адекватность переноса подкрепленных теоретически экспериментальных выводов, полученных на металлических образцах, на готовые изделия: равномерная пластическая деформация конструкционных материалов в процессе изготовления металлических изделий обу-
словливает повышение их сопротивления усталости в различных условиях циклического нагружения.
Панов А.Ю., д.т.н., профессор, директор ИПТМ, Нижегородский государственный технический университет им. Р.Е. Алексеева (НГТУ), г. Нижний Новгород;
Кузьмин Н.А., д.т.н., профессор, завeдующий кафедрой «Автомобильный транспорт», Нижегородский государственный технический университет им. Р.Е. Алексеева (НГТУ), г. Нижний Новгород.
Работа поступила в редакцию 16.12.2014.
Библиографическая ссылка
Галкин В.В., Пачурин В.Г., Пачурин Г.В. ЭКСПЛУАТАЦИОННАЯ ДОЛГОВЕЧНОСТЬ ЛИСТОВЫХ ГОФРИРОВАННЫХ ЗАГОТОВОК ИЗ НЕКОТОРЫХ ТИТАНОВЫХ СПЛАВОВ // Фундаментальные исследования. – 2014. – № 12-3. – С. 476-482;URL: https://fundamental-research.ru/ru/article/view?id=36133 (дата обращения: 26.04.2024).