



На сегодняшний день машиностроительное производство России находится не в лучшей форме. По данным, опубликованным на сайте Минэкономразвития, отставание России по производительности труда от Евросоюза и США в ряде промышленных отраслей достигает тридцати раз [5]. Ключом к повышению эффективности современного машиностроительного предприятия является четкая организация и управление производственными процессами.
Можно достаточно корректно построить системы управления, в том числе планирования ресурсов для предприятий, характеризующихся постоянством производственных потоков (например, поточных и переменно-поточных линий), иными словами для массового и крупносерийного типа производства. Однако в условиях единичного и мелкосерийного машиностроения с быстроменяющейся продукцией и соответственно с постоянно перестраиваемыми технологическими процессами до сих пор считается чрезвычайно сложным или попросту невозможным построение производственного плана, детализирующего выполнение каждой операции, с учетом реальной загрузки оборудования и наличия материально технического обеспечения.
Несмотря на то, что в последнее время стало модным использование разработанных за рубежом ERP, MRP-II, MES и APS-систем, организация адекватного реальному состоянию производства оперативного планирования с пооперационной детализацией плана остается уделом массового и в редких случаях серийного производства.
Особенности планирования мелкосерийного производства
В практике машиностроения, в единичном, мелкосерийном и серийном производствах, как правило, планирование выполняется в несколько этапов, начиная с построения объемно-календарных планов с последующей детализацией вплоть до уровня сменно-суточных заданий. По сути, объемно-календарное планирование не позволяет сформировать четких планов (графиков), а обеспечивает лишь некий «размытый» прогноз с не всегда понятной степенью достоверности, так как выполняется без учета фактического состояния производства и всех его компонент.
Поэтому для составления более-менее сбалансированного плана производства в процессе детализации необходимы постоянные корректировки исходного плана, требующие значительных усилий и времени. Следует отметить, что в основе такого планирования заложен некий профессиональный «волюнтаризм», который зачастую преподносится как производственный опыт.
Попытки использования систем ERP, MRP-II, MES, APS и др. систем для организации производственного планирования и учета наталкиваются на ряд очень серьезных организационных, технических, квалификационных проблем [4]. Кроме того, стоимость приобретения и внедрения этих продуктов «по карману» далеко не всем машиностроительным предприятиям. Но самое печальное, что в результате внедрения, как правило, удается освоить сравнительно малую часть функциональных возможностей приобретенной системы, а реальная отдача совсем не соответствует ожидаемой.
Проблемы кроются в самом характере мелкосерийного и единичного производства (требуется постоянная переналадка оборудования, смена инструментария и оснащения, «перенастройка» рабочего на выполнение разных процедур). Также технологическое многообразие и разноплановость производственных процедур не всегда поддаются систематизации и корректному описанию.
Информационное обеспечение планирования
На наш взгляд, самой главной проблемой при решении подобных задач является сложность обеспечения их корректной необходимой и достаточной исходной информацией. С одной стороны, требуется очень быстро и корректно формировать, описывать и нормировать все без исключения технологические процессы, с другой стороны, любая неучтенная «мелочь» при описании технологии сделает формируемый план не только неадекватным, а попросту ненужным, ведь по такому плану работать нельзя.
Основу данных для планирования в машиностроительном производстве представляет конструкторская и технологическая информация о структуре изделия и технологических процессах изготовления всех деталесборочных единиц. Электронная структура изделия, согласно ГОСТ 2.053-2006, представленная в виде ориентированного графа, содержит сведения о структуре изделия [1]. Включение в эту структуру технологической информации в виде цепочек технологических операций изготовления деталесборочных единиц позволяет сформировать модель информационного взаимодействия конструкторской и технологической подготовки.
В современных ERP, APS, MES системах при составлении планов производства используются сведения о структуре изделия в электронном виде, однако технологическая информация при этом существенно искажается, а часто просто не учитывается. Так, например, в системе 1С:УПП, алгоритм планирования которой построен на методе MRPII, при вводе технологической информации подготовительно-заключительное время вообще не учитывается, отсутствует возможность пооперационного учета количества одновременно обрабатываемых деталей, имеются другие существенные недостатки. В результате практической проверки и скрупулезного анализа результатов работы подсистемы производственного планирования выявлен ряд неудовлетворительных моментов. В плане не учтен ряд факторов, присутствующих в реальных производственных процессах, что приводит к некорректности полученного плана.
Например, алгоритм построен так, что план формируется не от даты запуска, а от заданной даты выпуска (в прошлое), и при переходе границы текущего дня без каких-либо комментариев выдается сообщение о невозможности выполнения процедуры [2, 3]. Опыт составления планов в информационных системах, построенных на основе подхода MRP II и планирования от заданной даты выпуска назад в прошлое, показал, что получение плана за один цикл работы алгоритма практически не удается. Процесс планирования выполняется несколько раз с уточнением и сдвиганием даты выпуска.
Еще хуже складывается ситуация, когда договор с заказчиком уже заключен и изменить дату выпуска проблематично. Попытки сокращения сроков изготовления продукции приводят к необходимости изменения графика очередности выполнения операций на рабочих местах и увеличению сроков выполнения других заказов.
Таким образом, для того чтобы получить результат, приходится играть в «угадайку». Сначала «вслепую» назначается дата выпуска изделия, а затем эта дата несколько раз изменяется и производится процесс перепланирования только для того, чтобы дата запуска изделия в производство не «ушла в прошлое» (рис. 1).
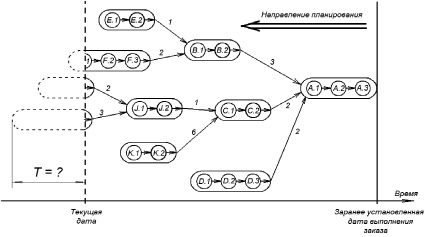
Рис. 1. Планирование в MRP-II, MES и APS системах
В нашей стране ещё со времен Советского Союза заложена научно-теоретическая, организационная методологическая и практическая база для создания полноценных систем управления машиностроительными предприятиями с различным характером производства.
Реализация системы управления производством
Основываясь на этом опыте, а также стандартах единой системы технологической подготовки производства (ЕСТПП) и единой системы технологической документации (ЕСТД), авторы разработали алгоритм планирования дискретного машиностроительного производства. Платформой для реализации алгоритма выбрана 1С:Управление производственным предприятием 1.3. Эта система имеет большой функционал, позволяющий охватить многие стороны деятельности предприятия, а ее открытая архитектура дает возможность вносить изменения в конфигурацию.
Для ввода необходимой технологической информации согласно ЕСТД разработана технологическая карта (рис. 2). При разработке технологической карты использован пооперационный подход к описанию технологического процесса.
Для каждой операции учитывается подготовительно-заключительное время, количество одновременно обрабатываемых деталей (КОИД), сроки выполнения следующей операции (не раньше чем, не позже чем), перечень рабочих центров, на которых может выполняться операция, перечень используемых на операции материалов, инструментов, мерительных средств, оснастки, комплектующих, а также описание переходов.
Кроме того, перечень материалов и комплектующих, указанных конструктором в спецификации, может быть автоматически занесен технологом на соответствующую операцию.
Заключение
Предложенный алгоритм планирования выполняет расстановку операций по рабочим центрам за один цикл. Отличительной особенностью алгоритма является выполнение планирования «вперед, в будущее» от указанной даты запуска изделия в производство. Дата выпуска готового изделия определяется в результате планирования с учетом загрузки рабочих центров предприятия. При этом не возникает необходимости перепланирования из-за перехода текущей даты в прошлое (рис. 3).
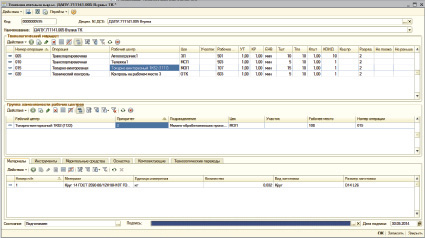
Рис. 2. Экранная форма технологической карты
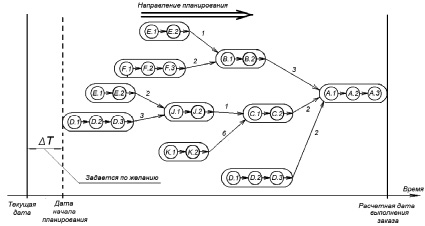
Рис. 3. Предлагаемая схема планирования производства изделия
Моделирование плана производства на основе текущего состояния и загрузки мощностей предприятия позволяет точно определить реальные сроки изготовления продукции и исполнения заказа. Это, в свою очередь, дает возможность систематизировать и упорядочить производственные процессы, а также гарантировать выпуск качественной продукции в установленные в договоре с заказчиком сроки.
Результатом работы алгоритма является план, иначе говоря расписание работы рабочих мест в процессе изготовления изделий. Получаемый план содержит всю необходимую конструкторскую и технологическую информацию, формируется с учетом имеющейся текущей загрузки рабочих мест и рассчитывает реальную дату выполнения заказа (изготовления изделия) за один цикл.
Разработанная на основе 1С:УПП интегрированная система планирования внедрена на машиностроительном предприятии ОАО «Дальрыбтехцентр». Адекватность получаемых планов подтверждена их использованием и организацией на их основе процесса производства в течение года.
Рецензенты::
Достовалов В.А., д.т.н., профессор, Дальневосточный федеральный университет, г. Владивосток;
Леонтьев Л.Б., д.т.н., профессор, Дальневосточный федеральный университет, г. Владивосток.
Работа поступила в редакцию 01.04.2015.
Библиографическая ссылка
Лелюхин В.Е., Колесникова О.В. ИНТЕГРИРОВАННАЯ СИСТЕМА УПРАВЛЕНИЯ ДИСКРЕТНЫМ МАШИНОСТРОИТЕЛЬНЫМ ПРОИЗВОДСТВОМ НА ПЛАТФОРМЕ 1С: УПП // Фундаментальные исследования. – 2015. – № 2-12. – С. 2558-2562;URL: https://fundamental-research.ru/ru/article/view?id=37522 (дата обращения: 26.04.2024).