



Трение скольжения является одной из старейших проблем физики и играет важную роль в современных технологиях. Профессор Перссон приводит данные, что потери США, связанные с последствиями влияния трения, составляют до 6 % от валового национального дохода и достигают 420миллиардов долларов в год [11]. Производство деталей с низким коэффициентом трения стало важнейшим показателем уровня национальных технологий. Современный мир зависит от плавной и устойчивой работы бесчисленных трибологических систем, таких как компьютерные жесткие диски, миниатюрные двигатели, множество космических компонентов и др. Детали трибосопряжений должны обеспечивать надежную работоспособность машин и механизмов в условиях длительной эксплуатации в экстремальных условиях. Поэтому к деталям прецизионных машин предъявляются повышенные требования к антифрикционным свойствам [4].
Преодоление сил трения в прецизионном машиностроении является актуальной и сложно реализуемой задачей. Пути решения данной проблемы традиционно связаны с применением смазок и выбором оптимальной шероховатости контактирующих поверхностей. На сегодняшний день существует огромное количество смазок и твердых покрытий, применяемых для уменьшения коэффициентов трения. Однако они не всегда решают проблемы, связанные с преодолением сил трения в задачах обеспечения точности позиционирования и задачах обеспечения плавности работы прецизионных механизмов. Вмомент начала движения смазка выдавливается из зоны контакта и сопрягаемые поверхности находятся в режиме граничного трения.
Плавность работы является качественным параметром, характеризующим движение прецизионного мехатронного оборудования. На сегодняшний день в литературе нет однозначного, общепризнанного определения понятия плавности как меры неравномерности движения [7]. Согласно теории, объясняющей прерывистость (неплавность) движения, микронеровности играют роль своеобразного замка по отношению к контрмикронеровностям. Однако есть ряд эффектов в трибосопряжениях, когда прерывистость движения нельзя объяснить только с позиций шероховатости.
При определенных условиях в зоне контакта поверхностей возникают мостики связи, и отдельные противостоящие микровыступы схватываются. Очевидно, что такой эффект возможен при наличии в поверхностных слоях достаточного количества энергии, которая, объединяясь с энергией внешнего воздействия при соединении пары, способна создать многочисленные мостики связи [6]. При повышении коэффициента трения может происходить адгезионное схватывание и разрушение материала поверхностного слоя [4]. Эти связи увеличивают силы трения, так как требуются дополнительные усилия для их разрушения, что, в свою очередь, также влияет на плавность работы механизмов.
Остаточные напряжения и энергия поверхностного слоя детали
При изготовлении деталей для образования поверхностей требуется совершить необратимую работу. Большая часть механической энергии, затраченной на эту работу, выделяется в металле в виде тепла [8]. Исследования [1, 8] показали, что количество выделившегося тепла никогда не бывает равно энергии, затраченной на формообразование. При пластической деформации 75–90 % расходуемой энергии затрачивается на тепло, а 10–25 % поглощается кристаллической решеткой [5]. Аккумулированная в металле энергия увеличивается с повышением степени деформации до некоторой предельной величины, по достижении которой эта энергия остается постоянной [8].
Накопленная энергия в металле представляет собой потенциальную энергию упругого смещения атомов из их равновесного положения в кристаллической решетке, а силы, стремящиеся возвратить смещенные атомы в исходное устойчивое положение, порождают напряжения. Энергия, затраченная при механической обработке, накапливается в металле в форме остаточных напряжений [8]. Величина накопленной энергии взаимосвязана с величиной остаточных напряжений.
При оценке влияния остаточных напряжений на прочность и деформацию деталей учитывается действие макронапряже ний [2], то есть напряжений второго рода по классификации Н.Н.Давиденкова [3]. Вповерхностные слои твердого тела могут проникать молекулы окружающей среды, что создает условия для проявления эффекта Ребиндера. Эффект заключается в изменении механических свойств твёрдых тел вследствие физико-химических процессов, которые приводят к уменьшению поверхностной (межфазной) энергии тела. Эффект Ребиндера возможен в кристаллах с дефектной структурой, так как дефекты приводят к зарождению трещин.
Появление трещин является самопроизвольным процессом снятия напряжений. Их возникновение возможно только при условии снижения уровня энергии, накопленной в металле. Механизм образования трещин в кристаллах протекает, когда величина упругой деформации настолько велика, что высвобождаемая при появлении трещины энергия превышает величину поверхностной энергии [8]. Можно предположить, что данное объяснение справедливо не только для отдельных кристаллов, но и для поверхности детали в целом. То есть поверхностная энергия может препятствовать возникновению трещин, вызываемых остаточными напряжениями.
Остаточные напряжения, возникшие в результате механической обработки, могут быть сжимающими или растягивающими. Например, после лезвийной обработки углеродистых сталей, такой как точение резцом с положительным передним углом, в поверхностных слоях на глубине 50–100мкм в основном образуются остаточные напряжения растяжения. Иони возрастают с затуплением резца [5, 8]. Вто же время, например, при обработке стали 18ХНМА с теми же условиями образуются остаточные напряжения сжатия. Всовременом машиностроении большое внимание уделяется технологиям обработки титановых сплавов. При обработке титанового сплава Ti6Al4V твердосплавным резцом с отрицательным передним углом формируются остаточные напряжения сжатия глубиной 15мкм [9].
Такой же характер напряжений возникает при точении резцами с отрицательным передним углом углеродистых сталей [5]. Значение переднего угла не всегда является основополагающим. Вчастности, при шлифовании, когда передний угол зерна абразива также отрицателен, создаются растягивающие напряжения. Это объясняется преобладающим воздействием температуры в зоне резания и при остывании приводит к растяжению поверхностного слоя со стороны внутренних слоев, т.е. к образованию в нем растягивающих остаточных напряжений [2].
Величина остаточных напряжений зависит от скорости резания [10]. Остаточные напряжения растяжения, формируемые инструментом с положительным передним углом, при увеличении скорости резания уменьшаются.
Природа процесса схватывания поверхностей
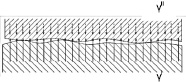
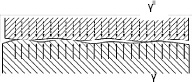
Учитывая установленную взаимосвязь между остаточными напряжениями и поверхностной энергией, логично предположить, что согласно физическим законам при сопряжении двух деталей энергия как в сообщающихся сосудах из больших объемов перетекает в меньшие, стремясь уравновесить систему. Врезультате этого создаются условия для запуска процесса образования мостиков схватывания. Таким образом, зная механизм формирования остаточных напряжений, можно назначать такие режимы резания и конфигурацию инструмента, чтобы обеспечить требуемую величину и знак напряжений, а значит, и количество накопленной поверхностной энергии. На рис.1,а показан случай, когда в трибосопряжении у деталиI сжимающие остаточные напряжения поверхности, а у деталиII ? растягивающие. Соответственно у деталиI величина поверхностной энергии g значительно больше чем у деталиII (рис.1,б), и энергия для равновесия стремится перетечь в детальII с меньшим запасом, создавая оптимальные условия для возникновения мостиков схватывания.
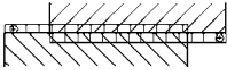
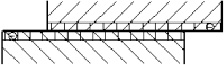
На рис.2,а в трибосопряжении у обеих деталей технологически сформированы сжимающие остаточные напряжения поверхностей одинаковой величины. Вэтом случае и значения поверхностной энергии сопрягаемых деталей будут близки (рис.2,б). Перетекание энергии для уравновешивания системы будет незначительным. Соответственно явление схватывания проявится в наименьшей степени.

а б
Рис.1. Благоприятные условия процесса схватывания в трибосопряжении:а – сжимающие (деталь I) и растягивающие (деталь II) остаточные напряжения; б – поверхностная энергия gI, gII
аб
Рис.2. Условия процесса схватывания в трибосопряжении:а – сжимающие остаточные напряжения (детали I, II); б – значительная поверхностная энергия gI, gII обеих деталей
а б
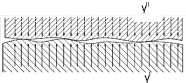
Рис.3. Условия процесса схватывания в трибосопряжении:а – растягивающие остаточные напряжения (детали I, II); б – малая поверхностная энергия gI, gII обеих деталей
На рис.3,а в обеих деталях технологически сформированы растягивающие остаточные напряжения одинаковой величины.
Значения поверхностных энергий сопрягаемых деталей также будут близки рис.3,б, что аналогично предыдущему случаю вызовет незначительное перетекание энергии. Иявление схватывания также проявится в наименьшей степени.
Очевидно, что для создания наилучших условий для возникновения схватывания требуется обеспечение разнополярных остаточных напряжений максимально возможной величины. Адля максимального снижения явления схватывания необходима минимальная разница в абсолютной величине остаточных напряжений сопрягаемых деталей вне зависимости от знака (растягивающих или сжимающих).
Заключение
Для обеспечения постоянного неподвижного сопряжения можно выбором технологических операций и режимов обработки создать благоприятные условия для явления схватывания.
Для обеспечения плавности перемещения в трибосопряжениях при скольжении двух и более деталей достаточно технологически обеспечить в них близкие по значению и полярности остаточные напряжения. Сэнергетической точки зрения условия перетекания энергетического потока из одной поверхности в другую будут неблагоприятными. Иными словами, активному запуску процесса формирования мостиков схватывания будет препятствовать равенство поверхностных энергий. Несмотря на то, что для повышения плавности хода трущихся поверхностей равнозначны условия равенства как большого, так и малого запаса поверхностной энергии обеих деталей, с точки зрения обеспечения износостойкости предпочтительней первый вариант. То есть желательно в поверхностях формировать остаточные напряжения сжатия.
Следует отметить, что предлагаемая теория ни в коей мере не отменяет действия прочих факторов, влияющих на механизм схватывания, таких как скорость взаимного перемещения деталей, усилия сопряжения, микрогеометрия, наличие смазки и др. Представленная гипотеза только дополняет известные механизмы образования «мостиков схватывания», влияющих на плавность хода и процесс схватывания, и требует более глубокого изучения и экспериментального подтверждения.
Библиографическая ссылка
Мусохранов М.В., Калмыков В.В., Герасимова Н.С., Малышев Е.Н. ОСТАТОЧНЫЕ НАПРЯЖЕНИЯ В ЭНЕРГЕТИЧЕСКОЙ ТЕОРИИ ПРОЦЕССА СХВАТЫВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ МАШИН // Фундаментальные исследования. – 2015. – № 12-2. – С. 311-314;URL: https://fundamental-research.ru/ru/article/view?id=39411 (дата обращения: 26.04.2024).