



Экономическая эффективность холодной объемной штамповки (ХОШ), выполняемой на прессах, в полной мере реализуется, если точность размеров поковок позволяет исключить последующую механическую обработку либо свести ее к минимуму.
Известно, что точность диаметральных размеров поковок определяется характеристиками материала рабочих деталей штампа и деформируемого сплава и, как правило, соответствует 8…9 квалитету. Точность высотных размеров поковок обеспечивается взаимным расположением рабочих деталей штампов и на 4…6 квалитетов грубее. Поэтому последующая механическая обработка высотных размеров необходима. Таким образом, повышение эффективности ХОШ неразрывно связано с увеличением точности высотных размеров поковок. Она зависит от величины и характера исходных погрешностей, жесткости штампуемых поковок и типа применяемого пресса [7].
В работах по исследованию точности различных операций ХОШ определено, что влияние того или иного типа пресса на точность высотных размеров поковок (далее – точность поковок) зависит от жесткости штампуемых поковок [3, 7]. Этот показатель силового режима характеризует скорость изменения силы сопротивления поковки деформированию в конечный момент процесса штамповки. Жесткость поковки определяется не только ее размерами и характеристиками материала, но и особенностями технологической операции. Величина жесткости штампуемых поковок в зависимости от перечисленных факторов может изменяться в достаточно широком диапазоне. В частности, при изготовлении стаканов обратным выдавливанием на стационарной стадии процесса, когда сила сопротивления поковки деформированию практически постоянна, ее жесткость близка к нулю и возрастает только на заключительной нестационарной стадии. Однако при этом величина жесткости поковки в несколько раз меньше суммарной жесткости универсального кривошипного пресса со штампом (далее – жесткость пресса). Жесткость поковок, штампуемых в закрытых штампах, не только сопоставима с жесткостью универсальных кривошипных прессов, но и, в зависимости от степени заполнения углов штампа, может значительно, почти на порядок, превысить этот показатель [1, 3].
В работе [5] на основе анализа с применением функций чувствительности и экспериментальных данных установлено, что повышение жесткости кривошипных прессов повышает точность поковок с относительно низкой жесткостью. Напротив, при штамповке жестких поковок повышение жесткости применяемого пресса малоэффективно. В этом случае такие поковки целесообразно штамповать на прессах с низкой жесткостью либо на гидравлических прессах [2]. К подобному выводу пришли также авторы работы на основе сравнения показателей точности поковок, изготавливаемых штамповкой в закрытых штампах, осадкой и обратным выдавливанием на кривошипных и гидравлических прессах [8].
Следует отметить, что в отечественном машиностроении для ХОШ на прессах применяют в основном кривошипные прессы, а на гидравлических прессах штампуют не более 10 % всех производимых поковок. Такие пропорции обусловлены большей производительностью и более высокой точностью поковок, штампуемых на кривошипных прессах. Очевидно, по этой причине в специальной справочной литературе не отражена специфика штамповки на гидравлических прессах, включая проблему повышения точности поковок.
Исключением является работа, в которой автор, применив функции чувствительности, установил, что при выполнении таких различных технологических операций, как штамповка в закрытых штампах и обратное выдавливание стаканов на гидравлическом прессе с упором в поковку, точность поковок зависит от их жесткости. В отличие от кривошипных прессов, при увеличении жесткости поковок точность их высотных размеров возрастает [6].
Таким образом, можно заключить, что исходя из критерия точности штампуемых поковок, определена область применения гидравлических прессов – жесткие поковки, штампуемые в закрытых штампах. Однако гидравлические прессы по своим эксплуатационным характеристикам, исключая производительность и сравнительно низкую точность поковок, в первую очередь штампуемых выдавливанием, обладают очевидными преимуществами по сравнению с кривошипными. К ним относятся: постоянство деформирующей силы на всей длине рабочего хода, который значительно больше, чем у кривошипных прессов; точность контроля деформирующей силы, исключающая возможную перегрузку рабочих деталей штампов; эффективное использование мощности привода. Последнее обстоятельство весьма важно для таких энергоемких операций, как выдавливание, в том числе выдавливание стержневых изделий с фланцами.
Основываясь на изложенном, можно сделать вывод, что исследования, направленные на поиск путей повышения точности поковок, изготавливаемых выдавливанием на гидравлических прессах, являются актуальными и позволяющими наиболее эффективно использовать их эксплуатационные свойства.
Следует заметить, что в зарубежной практике ХОШ отмечается тенденция повышения точности поковок, штампуемых на кривошипных и гидравлических прессах, прежде всего за счет существенного уменьшения величины исходных погрешностей [9]. Зарубежные авторы при прогнозировании точности штампуемых поковок, как правило, применяют численные методы моделирования, в том числе метод Монте-Карло [10]. Однако при этом ограничиваются влиянием на результирующую погрешность только случайных погрешностей без учета систематической постоянной погрешности наладки. Последняя, как показывает анализ и экспериментальные данные, при выдавливании является доминирующей погрешностью [6].
Постановка задачи
Цель выполненной работы – исследование возможного повышения точности высотных размеров поковок стержневого типа с фланцами, изготавливаемых штамповкой выдавливанием, а также комбинированной операцией осадки с выдавливанием на гидравлических прессах.
Решение задачи
Для анализа точности технологической операции выдавливания поковок типа стержень с фланцем использован метод, основанный на системном анализе и теории параметрической чувствительности технологической системы, изложенный в работе [1].
Вначале рассмотрим штамповку на гидравлическом прессе с упором в поковку с постоянной деформирующей силой, установленной на пределе давления. В этом случае исходная математическая модель представляется равенством силы гидравлического пресса (PГ) и силы сопротивления поковки деформированию (P):
PГ = P(h, ?S, ?), (1)
где h – высота фланца – выходной параметр технологической системы; ?S – напряжение текучести упрочняемого материала поковки с учетом интенсивности деформации; ? – коэффициент контактного трения. В (1) входные параметры – PГ, ?S и ?, задающие варьируемость выходного параметра h. Для перехода от связи входных и выходного параметра системы (1) к связи соответствующих абсолютных погрешностей (?P, ?h, ??S и ??) исходную функцию продифференцируем, полагая, что она гладкая и непрерывная. Также при этом, полагая, что указанные погрешности достаточно малы, получим
 (2)
(2)
где 
 и
и  – частные производные функции (P) по соответствующим варьируемым параметрам,
– частные производные функции (P) по соответствующим варьируемым параметрам,  – жесткость поковки, которая на заключительной нестационарной стадии выдавливания всегда меньше нуля
– жесткость поковки, которая на заключительной нестационарной стадии выдавливания всегда меньше нуля  .
.
Заменив абсолютные погрешности варьируемых параметров относительными (?P, ?h, ?? и ??), получим выражения для относительных функций чувствительности выходного параметра системы (высоты фланца h) к относительным погрешностям исходных параметров:
 (3)
(3)
 (4)
(4)
 (5)
(5)
Из (3), (4) и (5) видно, что функции чувствительности отражают связь относительной погрешности выходного параметра (?h) с относительными погрешностями исходных параметров (??, ?P и ??). Отметим, что ?? и ?? – случайные погрешности, а ?P – систематическая постоянная погрешность регулирования деформирующей силы пресса (P) – погрешность наладки. Наряду с этим видно, что функции чувствительности зависят от жесткости штампуемых поковок. При увеличении жесткости поковок величина функций чувствительности, а значит, погрешность высоты фланцев уменьшается.
Численные значения функций чувствительности показывают, какая часть относительной единичной исходной погрешности преобразуется в относительную погрешность выходного параметра, поэтому их называют коэффициентами преобразования.
Располагая коэффициентами преобразования, о величине единичных погрешностей высоты поковки можно судить, зная значения величины исходных погрешностей (?xi):
?hi = Ki??xi.
При равной величине исходных погрешностей анализ точности той или иной технологической операции, выполняемой на гидравлическом прессе, можно проводить, используя коэффициенты преобразования.
Для анализа точности операции прямого выдавливания на заключительной, нестационарной стадии, когда высота фланцев меньше высоты очага пластической деформации (h ? h0), примем, что сила сопротивления поковки выдавливанию определяется по формуле [4]
 (6)
(6)
где D, d – соответственно диаметры фланца и стержня поковки.
Максимальная высота фланца в этом случае ограничена высотой очага пластической деформации, которая определяется из условия  :
:
Если сила выдавливания стержневой поковки с фланцем задана (6), тогда функции чувствительности с учетом (3), (4) и (5) получат вид
 (7)
(7)
 (8)
(8)
 (9)
(9)
Как видно из анализа (7), (8) и (9), жесткость поковок, а значит уменьшение коэффициентов преобразования, зависит от отношения  , коэффициента контактного трения ? и высоты фланца h. Жесткость выдавливаемых поковок, как показывают расчеты, даже при
, коэффициента контактного трения ? и высоты фланца h. Жесткость выдавливаемых поковок, как показывают расчеты, даже при  относительно мала. В частности, если выдавливается поковка из сплава АД1 (?S = 150 МПа) с размерами: D = 25 мм, d = 5 мм и высотой фланца h = 2 мм (? = 0,3), тогда ее жесткость составит 41,3 кН/мм при силе выдавливания 269 кН. Если поковка с аналогичными размерами изготавливается из меди М1 (?S = 400 МПа), тогда ее жесткость составит 110 кН/мм, а сила выдавливания – 718 кН. Можно заметить, что в обоих случаях отношение деформирующей силы к жесткости поковки одинаково и равно 6,5.
относительно мала. В частности, если выдавливается поковка из сплава АД1 (?S = 150 МПа) с размерами: D = 25 мм, d = 5 мм и высотой фланца h = 2 мм (? = 0,3), тогда ее жесткость составит 41,3 кН/мм при силе выдавливания 269 кН. Если поковка с аналогичными размерами изготавливается из меди М1 (?S = 400 МПа), тогда ее жесткость составит 110 кН/мм, а сила выдавливания – 718 кН. Можно заметить, что в обоих случаях отношение деформирующей силы к жесткости поковки одинаково и равно 6,5.
Жесткость поковок на заключительной, нестационарной стадии выдавливания зависит от высоты фланца. Вследствие этого изменяется величина коэффициентов преобразования, а значит и точность высоты фланца.
На рис. 1 в виде графиков представлена зависимость коэффициентов преобразования K? = KP и K? от высоты фланцев выдавливаемых поковок.
Из графиков на рис. 1 видно, что уменьшение высоты фланцев сопровождается ростом жесткости поковок и уменьшением коэффициентов преобразования.
Сравнивая величину коэффициентов преобразования поковки с параметрами, указанными на рис. 1, штампуемой на гидравлическом и универсальном кривошипном прессе с жесткостью C = 300 кН/мм [5], можно отметить, что величина коэффициентов при штамповке на кривошипном прессе в 3 раза меньше. Это наглядно свидетельствует о значительно высокой точности поковок, выдавливаемых на кривошипных прессах.
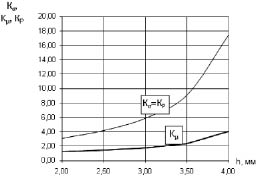
Рис. 1. Зависимость коэффициентов преобразования K? = KP и K? от высоты фланцев выдавливаемых поковок (D = 25мм, d = 5мм, ? = 0,3) при штамповке с упором в поковку
Однако, как показывает выполненный анализ коэффициентов преобразования при штамповке с упором в поковку, точность поковок может быть повышена введением в технологическую систему дополнительной жесткости в виде упругодеформируемого упора, устанавливаемого в штамп. Это позволяет, не увеличивая силу деформирования поковки, существенно «повысить» жесткость поковки за счет упора [7].
Рассмотрим способ штамповки с применением упоров. В этом случае исходное уравнение (1) получит вид
PГ = Py – P(h, ?S, ?).
Используя методику, изложенную для анализа точности поковок при штамповке с упором в поковку, определим функции чувствительности (коэффициенты преобразования). В результате получим
 (10)
(10)
 (11)
(11)
 (12)
(12)
Анализируя выражения (10), (11) и (12), можно отметить, что введение в технологическую систему дополнительной жесткости, суммируемой с жесткостью поковки, приводит к уменьшению коэффициентов преобразования и, вследствие этого, к уменьшению единичных погрешностей высоты фланцев по сравнению со штамповкой с упором в поковку.
Следует обратить внимание, что выражения для определения коэффициентов преобразования  и
и  совпадают с соответствующими выражениями для штамповки на кривошипных прессах с упором в поковку, если вместо жесткости упора (Cy) подставить величину суммарной жесткости кривошипного пресса со штампом [3].
совпадают с соответствующими выражениями для штамповки на кривошипных прессах с упором в поковку, если вместо жесткости упора (Cy) подставить величину суммарной жесткости кривошипного пресса со штампом [3].
Отметим, что эффективное использование упора предусматривает особые требования к условиям наладки. Такие требования сформулированы на основе анализа и производственного опыта и изложены в работе [3].
На рис. 2 в виде графиков представлена зависимость коэффициентов преобразования  от жесткости применяемого упора, устанавливаемого в штамп, для поковок одинаковых размеров (D = 25 мм, d = 5 мм, h = 2 мм), изготавливаемых из меди М1 (?S = 400 МПа) и сплава АД1 (?S = 150 МПа).
от жесткости применяемого упора, устанавливаемого в штамп, для поковок одинаковых размеров (D = 25 мм, d = 5 мм, h = 2 мм), изготавливаемых из меди М1 (?S = 400 МПа) и сплава АД1 (?S = 150 МПа).
Из сравнения графиков на рис. 1 и 2 можно сделать вывод, что в отличие от штамповки с упором в поковку при штамповке с жестким упором величина коэффициентов преобразования зависит не только от жесткости упора, но и от напряжения текучести материала поковки. С его увеличением величина коэффициентов преобразования возрастает, подобно штамповке на кривошипном прессе [5].
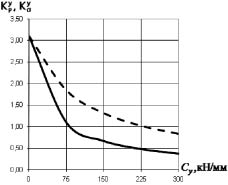
Рис. 2. Зависимость коэффициентов преобразования  от жесткости упора Cy (D = 25 мм, d = 5 мм, ? = 0,3); сплав М1 (?S = 400 МПа) – прерывистая линия; сплав АД1 (?S = 150 МПа) – сплошная линия
от жесткости упора Cy (D = 25 мм, d = 5 мм, ? = 0,3); сплав М1 (?S = 400 МПа) – прерывистая линия; сплав АД1 (?S = 150 МПа) – сплошная линия
Эффективность применения жесткого упора для повышения точности поковок, штампуемых на гидравлических прессах, по сравнению со штамповкой с упором в поковку, можно оценить из соотношения соответствующих выражений для коэффициентов преобразования:
 (13)
(13)
Из анализа (13) следует, что эффективность применения штамповки с упором повышается при уменьшении жесткости штампуемых поковок.
Выводы
1. Выполненный анализ с использованием функций чувствительности показал эффективность применения жестких упоров, устанавливаемых в штамп, для повышения точности высотных размеров стержневых поковок, изготавливаемых выдавливанием на гидравлических прессах.
2. Предложены зависимости, позволяющие, исходя из жесткости штампуемых выдавливанием стержневых поковок с фланцами, определить жесткость упора для обеспечения требуемой точности высотных размеров поковок.
3. Применение жестких упоров при штамповке выдавливанием стержневых поковок с фланцами позволяет, наряду с повышением их точности, эффективно использовать эксплуатационные свойства, присущие гидравлическим прессам, при выполнении таких энергоемких операций, как прямое выдавливание.
Библиографическая ссылка
Логутенкова Е.В., Антонюк Ф.И. ПОВЫШЕНИЕ ТОЧНОСТИ СТЕРЖНЕВЫХ ПОКОВОК С ФЛАНЦАМИ, ИЗГОТАВЛИВАЕМЫХ ХОЛОДНОЙ ШТАМПОВКОЙ ВЫДАВЛИВАНИЕМ НА ГИДРАВЛИЧЕСКИХ ПРЕССАХ // Фундаментальные исследования. 2015. № 12-3. С. 468-473;URL: https://fundamental-research.ru/ru/article/view?id=39563 (дата обращения: 12.07.2026).