



Способность инструмента выполнять свои функции во многом определяется реальными дефектами, которые возникают в процессе его формирования [1, 4]. К наиболее опасным дефектам относят поры, включения инородных элементов, структурную неоднородность, разнозернистость, микро- и макротрещины. Целью исследования является прогнозирование остаточных и эксплуатационных напряжений при пайке резцов на железоуглеродистый припой.
Материалы и методы исследований
Объектом исследования являются процессы образования остаточных и эксплуатационных напряжений при пайке резцов безвольфрамового твердого сплава на железоуглеродистый припой.
Напряжения, возникающие в процессе формирования инструмента и его эксплуатации, могут привести к следующим последствиям:
- снижение прочности сцепления припоя и инструментального материала;
- ухудшение физико-механических свойств припоя и композиции «инструментальный материал – припой – корпус инструмента» в целом;
- формирование опасных внутренних микротрещин, способных при эксплуатационных нагрузках привести к разрушению инструмента.
Для оценки остаточных и эксплуатационных напряжений используют упрощенные и экспериментальные методики, а также метод «конечного элемента».
В качестве методов исследования авторами предложен следующий математический аппарат.
Для определения напряжений, возникающих при пайке инструмента, примем следующие допущения:
- припой «идеально» совмещен с инструментальным материалом, смещений между ними не возникает;
- материалы припоя и инструмента анизотропны и подчиняются закону Гука;
- напряжения по длине контакта одинаковы.
Тогда полную деформацию [2, 3, 8] можно записать в следующем виде [1]:
 (1)
(1)
где eТС + εП – полная деформация после процесса пайки; hТС и hП – толщина пластинки твердого сплава и припоя соответственно; ЕТС и ЕП – модули продольной упругости пластинки твердого сплава и припоя соответственно.
Среднее значение остаточного напряжения в пластинке может быть определено следующим выражением:
 [1] (2)
[1] (2)
тогда
 (3)
(3)
где РТС и РП – растягивающие силы в осевом направлении; b – ширина опорной площадки под пластинкой; rТС и ρП – радиусы кривизны пластины твердого сплава и припоя соответственно.
Так как РТС = РП, то можно записать следующее
 (4)
(4)
где МТС и МП – изгибающие моменты пластинки твердого сплава и припоя соответственно,

 (5)
(5)
где JТС и JП – осевые моменты инерции пластинки твердого сплава и припоя соответственно; ЕТСJТС и ЕПJП – жесткость при изгибе пластинки твердого сплава и припоя соответственно.
При rТС = ρП уравнение (3) можно привести к виду
 (6)
(6)
Подставив уравнения (4) и (5) в (6), получим
 (7)
(7)
где m – коэффициент Пуансона в композиции твердый сплав – припой.
Следовательно, напряжения описываются выражением
 (8)
(8)
где aТС и αП – коэффициенты линейного расширения материала твердого сплава и материала припоя соответственно; DТ – разница температуры окружающего воздуха и температуры пайки; mТС и µП – коэффициенты Пуансона для твердого сплава и припоя соответственно.
На основании анализа уравнений (7) и (8) можно сделать вывод о том, что согласование свойств припоя и твердого сплава прежде всего сводится к максимальному снижению разности коэффициентов линейного расширения aТС и αП. Однако обеспечить равенство этих коэффициентов практически невозможно, поэтому необходимо хотя бы соблюдать условие aТС < αП. В этом случае в пластинке твердого сплава возникают напряжения сжатия, которые менее опасны с точки зрения возникновения хрупких трещин как на границе раздела твердый сплав-припой, так и по объему твердого сплава.
Выполнив ряд математических преобразований и выразив отношение толщины твердого сплава к толщине железоуглеродистого припоя [5, 7, 8], получим
 (9)
(9)
А соотношение толщины железоуглеродистого припоя к толщине державки инструмента:
 (10)
(10)
Подставив значения известных величин, получим отношение толщин пластинок безвольфрамового твердого сплава КНТ16 и ТН 20 к толщине железоуглеродистого припоя  и
и  соответственно. Для соединения железоуглеродистый припой – державка инструмента
соответственно. Для соединения железоуглеродистый припой – державка инструмента  .
.
К уменьшению напряжений в твердом сплаве и на границе твердый сплав – припой приводит и снижение величин параметров ETC. EП и mТС, µП (7), так как при этом увеличивается жесткость инструмента и его способность сопротивляться упругим и пластическим деформациям.
Особенно опасны напряжения, возникающие в твердом сплаве при резкой смене температур на контактных площадках инструмента, что характерно для прерывистых процессов резания, обработки с заметными колебаниями припуска (в частности, по наплавленной поверхности). Развивающиеся в твердом сплаве напряжения в этом случае можно оценить критерием Био [6, 8].
 (11)
(11)
где hTC – толщина пластинки твердого сплава; c – коэффициент теплообмена между окружающей средой и инструментом; lТС – теплопроводность твердого сплава.
Согласно критерию Био снижение термических напряжений в твердом сплаве может быть достигнуто при росте теплопроводности твердого сплава lТС и инструмента в целом или уменьшением толщины пластинки.
Результаты исследований и их обсуждение
По результатам математических расчетов построены границы трещиностойкости и предложены рекомендации по выбору толщины железоуглеродистого припоя в зависимости от толщины пластинки безвольфрамового твердого сплава.
Лабораторные испытания твердых сплавов на износостойкость показали высокую интенсивность приработочного износа твердого сплава Т15К6 hз до 0,4 мм, по сравнению с твердым сплавом марки КНТ16 hз до 0,2…0,22 мм в зависимости от способа крепления пластинки твердого сплава. На втором этапе износ по задней поверхности сплава КНТ16, паянного на FeC припой, оставался практически постоянным, остальные образцы показали увеличение величины износа до 2 мм. для сплава Т15К6 с механическим креплением пластинки.
Высокий приработочный износ связан с наличием дефектного поверхностного слоя до 0,1 мм, связанного с результатом взаимодействия поверхности твердого сплава с воздухом и флюсом во время высокотемпературного нагрева [2, 3].
Результаты испытаний подтвердили отсутствие отрицательного воздействия при кратковременной (≈ 45 с) высокотемпературной (около 1180 °С) пайке на режущие и прочностные характеристики твердых сплавов.
Положительным фактором тугоплавкости припоя следует считать то, что повышение температуры плавления ведет к резкому увеличению адгезии и диффузии с материалами паяемых элементов при хорошей растекаемости и смачиваемости [1, 4]. Это обуславливается достаточной энергией активации паяемых материалов, так как считается, что термодинамическая активность элементов становится существенно заметной только при Т = 2/3Tпл относительно температуры плавления основных компонентов [5, 7]. При этом более тугоплавкий припой будет в большей степени сохранять свои прочностные характеристики при повышенных эксплуатационных температурах.
По результатам математических расчетов построены границы трещиностойкости и предложены рекомендации по выбору толщины железоуглеродистого припоя в зависимости от толщины пластинки безвольфрамового твердого сплава (рис. 1).
Токарные резцы с пластинкой безвольфрамового твердого сплава изготавливались пайкой с использованием железоуглеродистого припоя. Подготовленные для пайки части засыпались слоем флюса 3–4 мм для исключения возникновения процесса окисления. Полностью готовую для пайки конструкцию помещали в индуктор печи ТВЧ на 50 секунд, во время которых происходит частичное расплавление припоя и образование прочных связей припоя с державкой инструмента и безвольфрамовым твердым сплавом. Температура пайки составляет 1160–1200 °С, однако за столь короткое время в материале твердого сплава не успевают произойти структурные фазовые изменения состава, а значит, сохраняются физико-механические свойства твердого сплава. Готовый инструмент из индуктора помещался в песок для плавного охлаждения. Высокая скорость охлаждения приводит к образованию макротрещин в твердом сплаве вдоль линии припоя.
Температура нагрева под пайку FeC-припоями, при соответствующем их составе, составляет 1160–1200 °С, с учетом возможного технологического перегрева при пайке (30–50 °С) относительно температуры начала плавления припоя (≈ 1147 °С). Согласно литературным данным [1, 4, 7], в результате высокотемпературного воздействия в процессе пайки инструмента, твердый сплав приобретает склонность к снижению износостойкости. Однако авторы, как правило, не указывают длительность воздействия, а в качестве аргументов приводят данные, полученные при продолжительном (до нескольких часов) воздействии, осуществляемом при печном нагреве.
Для освещения этого вопроса проводились исследования микротвердости на микротвердомере токарных резцов, изготовленных по предлагаемой технологии. Во всех образцах граница раздела твердый сплав – припой соответствовала координате x = 0. Твердость измерялась в единицах Викерса по диагоналям отпечатка под нагрузкой 2,94 Н и 1,96 Н для резцов с пластинками КНТ16 и ТН20 соответственно. Результаты исследований представлены на рис. 2, 3.
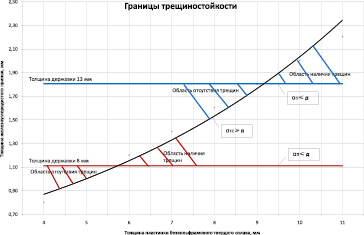
Рис. 1. Результаты расчетов границ трещиностойкости при различных толщинах пластинки безвольфрамового твердого сплава и железоуглеродистого припоя
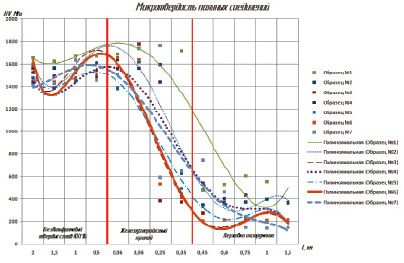
Рис. 2. Результаты исследований микротвердости соединения «КНТ16-FeC-Сталь 45»
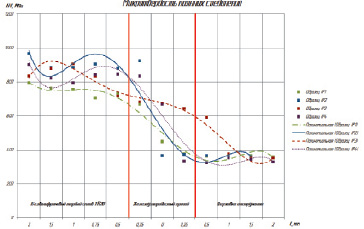
Рис. 3. Результаты исследований микротвердости соединения «ТН20-FeC-Сталь 45»
Выводы
1. Ограничение температуры плавления инструментальных припоев (950–1100 °С по разным данным) связано с отрицательным воздействием на инструмент как на соединение разнородных материалов, а не на твердый сплав, как инструментальный материал.
2. В результате охлаждения в соединении, паянном на железоуглеродистый припой, разнородных материалов неизбежно возникнут напряжения, которые будут тем больше, чем выше температура кристаллизации припоя.
3. В результате применения прогнозирования эксплуатационных и остаточных напряжений снижен брак при производстве инструмента на 42 %, а при эксплуатации – более чем в 2,4 раза.
4. Определены области гарантированного отсутствия трещин при пайке пластин безвольфрамового твердого сплава на железоуглеродистый припой.
5. Кратковременный высокотемпературный нагрев не приводит к статистически значимым изменениям значений микротвердости безвольфрамовых твердых сплавов.
Библиографическая ссылка
Валентов А.В., Коноводов В.В., Агафонова Е.В., Григорьева Е.Г. ОПРЕДЕЛЕНИЕ ГРАНИЦ ТРЕЩИНОСТОЙКОСТИ ПРИ ПАЙКЕ БЕЗВОЛЬФРАМОВОГО ТВЕРДОГО СПЛАВА НА ЖЕЛЕЗОУГЛЕРОДИСТЫЙ ПРИПОЙ // Фундаментальные исследования. 2016. № 4-2. С. 244-248;URL: https://fundamental-research.ru/ru/article/view?id=40160 (дата обращения: 28.06.2026).