



Цель работы: повышение эффективности установок изомеризации и риформинга, а также интенсификация работы блока вторичной ректификации с использованием метода математического моделирования за счет оптимального распределения сырьевых ресурсов.
Прямогонные бензиновые фракции, получаемые при первичной переработке нефти и газового конденсата, обычно содержат значительное количество линейных парафинов с низким октановым числом и не пригодны для использования в качестве автомобильного топлива. В России наиболее распространённым процессом получения высокооктановых бензинов является риформинг, однако моторное топливо, полученное в ходе этого процесса, не отвечает высоким стандартам ЕВРО-3, ЕВРО-4 и ЕВРО-5 из-за высокого содержания ароматических углеводородов. По этой причине существует необходимость организации производства высокооктановых неароматических компонентов, а именно алкилатов, олигомеризатов, изомеризатов. Изомеризаты представляют наибольший практический интерес вследствие их относительно низкой себестоимости и доступности сырья.
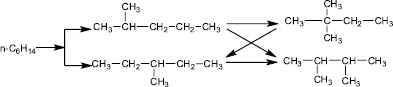
Целевым назначением процесса изомеризации в современной нефтепереработке является получение высокооктановых изоалканов. Высокая эффективность процесса изомеризации заключается в том, что в качестве сырья используются низкооктановые компоненты нефти – фракции н.к. – 62 °С и рафинаты каталитического риформинга, содержащие в основном н-пентаны и н-гексаны. В процессе изомеризации происходит перегруппировка молекулярной структуры нормальных парафинов в их изомеры с более высоким октановым числом. Однако помимо парафинов, изомеризации подвергаются и другие классы углеводородов [5]. Рассмотрим основные реакции превращения углеводородов в процессе изомеризации:
Изомеризация парафинов:

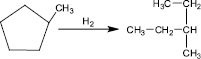
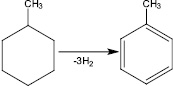
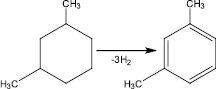
Превращения нафтенов:

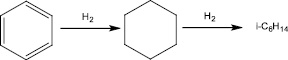
Превращения бензола:

Гидрирование нафтеновых углеводородов и ароматических углеводородов:
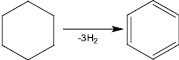
Ароматические углеводороды – бензол, толуол, ксилолы – являются ценным сырьём нефтехимии. В России около 50 % всего бензола и 90 % толуола и ксилолов получают на установках каталитического риформинга. На промышленных установках в качестве сырья используют фракцию 62–105 °С. Нижняя граница кипения этой фракции выбрана так, чтобы при ректификации бензина преобладающая часть изогексанов попала в головную фракцию, используемую в качестве компонента автотоплив. Ароматические углеводороды в процессе риформинга образуются за счёт [1]:
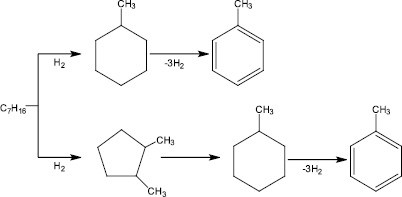
1) дегидрирования шестичленных цикланов
2) дегидроизомеризации циклопентанов

3) дегидроциклизации (С5 или С6-дегидроциклизации) парафиновых углеводородов
Ресурсоэффективность процессов риформинга и изомеризации зависит от правильного разделения сырья между установками, что определяется режимами работы колонн блока вторичной перегонки бензинов.
Моделирование блока ректификации проводилось в среде программного пакета HYSYS, исследование процесса изомеризации проводилось с помощью программы IZOMER, риформинга – с использованием программы Aktiv [2-4]. На рис. 1 представлена схема блока вторичной ректификации АТ-6.
С верха колонны К-8 отбирают газы С2–С4. Из стабильного бензина в колонне К-5 отбирают фракцию н.к. 105 °С. Пары этой фракции конденсируют, затем балансовая часть конденсата подаётся в колонну К-3. С верха колонны К-3 отбирают фракцию н.к. 62 °С, с куба – 62–105 °С.
Следует отметить, что практически все действующие производства на основе каталитических процессов работают не в оптимальном режиме и имеют большие резервы по экономическим и технологическим критериям ввиду отсутствия такой комплексной модели. Увеличение выхода продуктов колонн блока вторичной ректификации обеспечивает повышение нагрузки на установки изомеризации и риформинга.
На первом этапе оптимизации работы колонн блока АТ-6 были найдены оптимальные параметры для заданного состава сырья (дата отбора 15.04.2010). Параметры работы колонны К-8 подбирались таким образом, чтобы максимально отделить лёгкие газы С2–С4, а также увеличить выход нижнего продукта для повышения нагрузки на колонну К-5. Результаты исследований приведены в табл. 1.
Из данных, приведённых в табл. 1, для колонны К-8 при заданном составе сырья необходимо поддерживать температуру в кубе на уровне 173 °С и температуру в конденсаторе на уровне 65 °С, т.к. при таких условиях наблюдается наилучшее отделение углеводородов С2-С4 и максимальный выход нижнего продукта колонны.
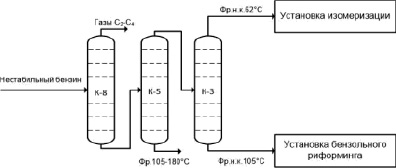
Рис. 1. Схема блока перегонки бензинов (АТ-6)
Таблица 1
Результаты исследований режимов работы К-8
|
Температура |
Сумма С2–С4, % мас. |
Количество продукта, кг/ч |
|
Куб |
||
|
173 |
0,23 |
107372,25 |
|
188 |
0,21 |
97112,37 |
|
Конденсатор |
||
|
72 |
0,23 |
107372,25 |
|
68 |
0,29 |
114541,22 |
|
65 |
0,51 |
127014,30 |
Режим работы колонны К-5 должен быть подобран так, чтобы обеспечить высокий выход фракции н.к. 105 °С для повышения нагрузки на К-3.
По данным табл. 2, наибольший выход фр. н.к. 105 °С достигается при температуре куба колонны К-5 – 160 °С и температуре конденсатора – 102 °С.
Таблица 2
Результаты исследований режимов работы К-5
|
Температура |
Количество продукта, кг/ч |
|
Куб |
|
|
168 |
25553,17 |
|
160 |
25587,86 |
|
Конденсатор |
|
|
102 |
24313,05 |
|
104 |
25587,86 |
Состав сырья изменяется в широких приделах, поэтому невозможно подобрать универсальные оптимальные параметры. С применением разработанной комплексной моделирующей системы были рассчитаны оптимальные параметры работы колонн К-8 и К-5 для получения максимальной загрузки колонны К-3 (табл. 3).
Таблица 3
Режимы работы колонн блока вторичной ректификации АТ-6 в зависимости от состава входного сырья
|
Дата |
К-8 |
||||
|
Температура, °С |
Кол-во продукта, кг/ч |
Прирост, % |
|||
|
Куб |
Конденсатор |
||||
|
17.05.2010 |
180 |
64 |
38894,33 |
43830,54 |
12,69 |
|
19.05.2010 |
183 |
68 |
29355,20 |
38601,38 |
31,50 |
|
24.05.2010 |
185 |
70 |
31208,99 |
40038,75 |
28,29 |
|
26.05.2010 |
183 |
68 |
25319,93 |
35199,56 |
39,02 |
|
02.06.2010 |
181 |
66 |
39875,60 |
45326,64 |
13,67 |
|
Дата |
К-5 |
||||
|
Температура, °С |
Кол-во продукта, кг/ч |
Прирост, % |
|||
|
Куб |
Конденсатор |
||||
|
17.05.2010 |
168 |
108 |
109987,48 |
114410,06 |
4,02 |
|
19.05.2010 |
168 |
110 |
108062,68 |
119305,98 |
10,40 |
|
24.05.2010 |
175 |
112 |
99305,90 |
112389,39 |
13,17 |
|
26.05.2010 |
173 |
110 |
112396,19 |
121550,06 |
8,14 |
|
02.06.2010 |
171 |
108 |
108638,83 |
112913,99 |
3,94 |
В соответствии с данными, представленными в табл. 3, различный состав сырья оказывает значительное влияние на режимы в колоннах вторичной ректификации. В зависимости от состава перерабатываемого сырья температуру куба колонны К-8 необходимо поддерживать на уровне 173–185 °С, конденсатора 65–70 °С, температуру куба колонны К-5 160–175 °С, конденсатора 104–112 °С.
Исследование влияния режимов работы колонны К-3 на октановое число изомеризата проводились с использованием компьютерной моделирующей системы IZOMER, представляющей собой программно реализованную математическую модель реакторного блока процесса изомеризации на катализаторе СИ-2.
Для обоснования достоверности исследований выполнена проверка на адекватность математической модели реальному процессу по экспериментальным данным с установки Л-35-11/300 ООО «КИНЕФ». Результаты расчета, приведенные на рис. 2, показывают незначительное отклонение рассчитанных значений октанового числа от экспериментальных. Это подтверждает возможность проведения исследований по совершенствованию процесса изомеризации с использованием компьютерной моделирующей системы IZOMER.
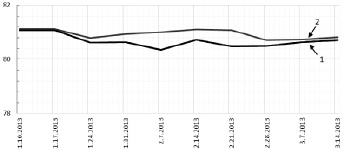
Рис. 2. Сравнение рассчитанных с использованием модели и экспериментальных значений октанового числа изомеризата, определенное по исследовательскому методу (ОЧИ):1 – расчёт, 2 – эксперимент
В ходе проведённых исследований была решена проблема оптимального распределения потоков между установками. Такие компоненты, как нормальный гексан и метилциклопентан имеют очень близкие температуры кипения и не могут быть разделены в колонне К-3, возникает вопрос совместного отделения данных компонентов в качестве верхнего или нижнего продукта. В соответствии с химизмом процессов изомеризации и риформинга, представленном выше, данные компоненты превращаются в целевые продукты, поэтому для нахождения оптимальной степени разделения было изучено влияние параметров колонны К-3 на октановое число изомеризата и выход ароматических углеводородов риформата.
Результаты влияния режимов работы колонны К-3 на октановое число изомеризата и содержание ароматики в риформате для заданного состава сырья (дата отбора 15.04.2010) приведены на рис. 3–5 и табл. 4.
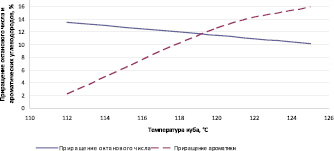
Рис. 3. Влияние температуры куба К-3 на ОЧ изомеризата и содержание ароматики в риформате:1 – приращение ОЧ; 2 – приращение ароматики
Как видно из рис. 3, оптимальная температура куба колонны составляет 119–120 °С, при этом содержание метилциклопентана во фракции н.к. 62 °С – 59 % мас.
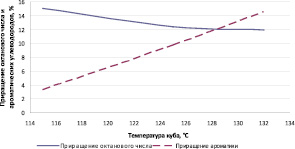
Рис. 4. Влияние температуры куба К-3 на ОЧ изомеризата и содержание ароматики в риформате:1 – приращение ОЧ; 2 – приращение ароматики (дата отбора сырья 24.05.2010)
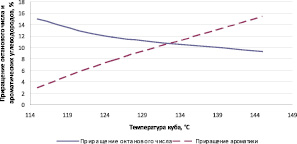
Рис. 5. Влияние температуры куба К-3 на ОЧ изомеризата и содержание ароматики в риформате:1 – приращение ОЧ; 2 – приращение ароматики (дата отбора сырья 20.04.2010)
Таблица 4
Распределение метилициклопентана (МЦП) и н-гексана между установками риформинга и изомеризации
|
Дата отбора |
Температура куба, °С |
Соотношение МЦП |
Соотношение н-гексана |
||
|
Фр. н.к. 62 °С |
Фр. 62-105 °С |
Фр. н.к. 62 °С |
Фр. 62-105 °С |
||
|
15.04.2010 |
112 |
58,49 |
41,51 |
67,66 |
32,34 |
|
119 |
59,25 |
40,75 |
78,09 |
21,91 |
|
|
120 |
59,36 |
40,64 |
80,91 |
19,09 |
|
|
125 |
60,60 |
39,40 |
94,99 |
5,01 |
|
|
24.05.2010 |
129 |
61,74 |
38,26 |
61,54 |
38,46 |
|
130 |
63,12 |
36,88 |
63,24 |
36,76 |
|
|
135 |
73,35 |
26,65 |
71,76 |
28,24 |
|
|
140 |
88,57 |
11,43 |
91,72 |
8,28 |
|
|
20.04.2010 |
115 |
63,24 |
36,76 |
60,11 |
39,89 |
|
125 |
63,56 |
36,44 |
62,72 |
37,28 |
|
|
133 |
65,82 |
34,18 |
74,96 |
25,04 |
|
|
145 |
76,27 |
23,73 |
94,20 |
5,80 |
|
Из приведенных данных видно, что в зависимости от состава перерабатываемого сырья для достижения оптимального соотношения МЦП и н-гексана в дистилляте и кубовом остатке необходимо изменять режим работы колонны К-3 в широких пределах (температура куб 119–133 °С). Для наилучшей работы установок следует поддерживать соотношение МЦП во фракции н.к. 62 °С в интервале 60–70 % мас., н-гексана 60–80 % мас.
Одним из негативных показателей качества сырья процесса изомеризации является содержание углеводородов С7+. Повышенное содержание этих углеводородов приводит к протеканию экзотермических реакций гидрокрекинга и дезактивации катализатора. Выполненные расчеты на модели показали, что тепловой режим ребойлера колонны К-3 в значительной степени влияет на концентрацию углеводородов С7+ в сырье изомеризации (фр. н. к. 62 °С). На рис. 6 представлена зависимость концентрации углеводородов С7+ в сырье изомеризации от температуры низа К-3 при различных составах фракции н.к. 105 °С.
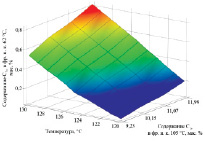
Рис. 6. Содержание С7+ в сырье изомеризации в зависимости от тепловой нагрузки на ребойлер колонны К-1
Повышение температуры низа колонны К-3 приводит к нежелательному увеличению содержания тяжелых углеводородов в сырье изомеризации. Таким образом, с использованием комплексной математической модели можно подобрать оптимальный режим работы колонн вторичной ректификации бензинов с минимальным содержанием углеводородов С7+ в сырье изомеризации.
Выводы
1. Проведённые исследования позволят повысить ресурсоэффективность процессов изомеризации и риформинга за счёт оптимизации режимов работы колонн блока перегонки бензинов АТ-6.
2. Была решена проблема оптимального распределения сырья в колонне К-3 между установками риформинга и изомеризации. В зависимости от состава входного сырья установки АТ-6 для обеспечения степени разделения н-гексана в дистилляте на уровне 61–80 %, метилциклопентана на уровне 60–70 % в колонне К-3 необходимо поддерживать температуру куба в интервале 119–133 °С.
3. Выполненные исследования показали, что изменение содержания С7+ в фр. н.к. 105 °С в интервалах 9,23–11,99 приводит к повышению содержания гептанов в сырье изомеризации от 0,2 до 0,8 мас. % в зависимости от тепловой нагрузки на ребойлер.
Рецензенты:
Короткова Е.И., д.х.н., профессор кафедры физической и аналитической химии, заместитель директора по научной работе и инновационному развитию Института природных ресурсов, ФГБОУ ВПО «Национальный исследовательский Томский политехнический университет», г. Томск;
Косинцев В.И., д.т.н., профессор-консультант кафедры общей химической технологии Института природных ресурсов, ФГБОУ ВПО «Национальный исследовательский Томский политехнический университет», г. Томск.
Работа поступила в редакцию 01.07.2013.