



При разработке бальзама для губ необходимо учитывать влияние активных, структурообразующих, вспомогательных веществ на потребительские свойства. В соответствии с действующими НД на территории РФ изделия на жировосковой основе (помады, бальзамы для губ) должны иметь гладкую, однородную поверхность, быть без пор, сколов и раковин [1, 2]. В состав бальзама для губ, как правило, входят более 15 наименований действующих и вспомогательных веществ, поэтому наличие синергизма и межфакторных взаимодействий между ними является возможным.
Технология приготовления бальзама является сложным процессом, состоящим из двух стадий: приготовления самой массы и ее фасования. Сложность процесса состоит в том, что структурообразующие компоненты имеют разную температуру перехода фаз, что влияет на конечную структуру и внешний вид изделия.
На основании специальной литературы по данной теме следует, что процессы приготовления и фасования помад еще недостаточно изучены [3, 4, 5, 6]. Технология приготовления основана на плавлении структурообразующих компонентов с последующим добавлением веществ при понижении температуры массы.
Одним из сложных аспектов в технологии производства бальзама является фасование, данная стадия конечная в получении готового продукта. Основной проблемой встречающейся при фасовании является наличие трещин, выпота, сколов, раковин и т.д.
Цель исследования – изучить влияние степени механической обработки на параметры приготовления и фасования массы бальзама для губ.
Материал и методы исследования
В качестве объекта исследования был взят состав защитного бальзама для губ «Маленькая фея».
Температуру каплепадения и затвердевания определяли согласно ГОСТ Р 29188.1 [7].
Внешний вид, кроющую способность определяли согласно ГОСТ Р 52342-2005 [1].
Измерение твердости структуры бальзама проводили на анализаторе текстур TA.XTPlus Texture Analyser фирмы Stable Micro-systems (Великобритания).
Измерение размера частиц проводили под электронным микроскопом марки «Olympus» с линзой для микроскопа в увеличении 50 раз. Подсчет размера частиц производили с помощью программы «Simagis photolab».
Критерий Рейнольдса рассчитывали по формуле: Re = ρd2n/μ, где ρ-плотность (кг/м3); n – число оборотов (об/сек); d – диаметр мешалки (м); μ – вязкость (нсек/м2) [8].
Результаты исследования и их обсуждение
Изучение влияния механической обработки во время приготовления массы проводили тремя способами:
1 – без использования перемешивающих устройств (периодически перемешивали стеклянной палочкой);
2 – с использованием турбинной мешалки закрытого типа (d = 3 см) во всем процессе приготовления массы;
3 – с использованием турбинной мешалки закрытого типа (d = 3 см) и гомогенизатора (IKA Laboratories, Германия) во время добавления масляных компонентов.
Интенсивность перемешивания оценивали по величине критерия Рейнольдса мешалки. Оценку качества масс осуществляли по характеристикам: прочность, температура каплепадения и затвердевания, размер частиц.
Процесс приготовления осуществляли путем плавления компонентов. В химический стакан (250 мл), установленный на водяную баню, загружали: воск карнаубский, воск канделильский, воск пчелиный, парафин, гидрогенизированное касторовое масло, нагревали до температуры 80–90 °C, получая однородную массу. Далее в расплавленную смесь загружали: ланолин, масло какао, масло ши, масло соевое, масло касторовое, масло минеральное, изопропилмиристат, циклометикон, стеарилгептаноат/стеарилкаприлат, триглицериды каприловой/каприновой кислот, фенилтриметикон, диоксид титана. Массу нагревали до температуры 70–80 °C, до однородного состояния. Полученную массу охлаждали до температуры 60 °C. Затем загружали: феноксиэтанол, ретинол пальмитат, токоферол ацетат, ароматизатор, аммония глицирризинат, экстракт ромашки масляный. Полученную массу разливали в форму для помад. Результаты исследования представлены в табл. 1.
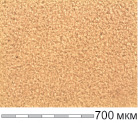
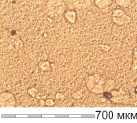
На рисунке представлен графический анализ микроскопирования образцов.
(1)  (2)
(2)  (3)
(3) 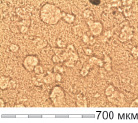
Графическое изображение микроскопического анализа: 1 – с использованием турбинной мешалки закрытого типа и гомогенизатора; 2 – с использованием турбинной мешалки закрытого типа; 3 – без использования перемешивающих устройств
Из полученных данных видно, что с увеличением интенсивности механической нагрузки на массу распределение частиц становится более равномерным. Однако оптимальным можно считать режим перемешивания при достижении критерия Рейнольдса 20250, так как дальнейшая интенсификация механического воздействия практического эффекта не дает. Степень перемешивания не оказывает значительного влияния на показатели температуры каплепадения и прочность. Из последующих результатов после опыта № 2 видно, что при данной конструкции мешалки при числе оборотов мешалки более 400 об/мин показатели изменяются незначительно. Поэтому для дальнейших экспериментов предложена скорость перемешивания масс при 400 об/мин.
В производственных условиях после процесса приготовления массу отстаивают в течение 24 часов при комнатной температуре. Данное время необходимо для полной кристаллизации структурообразующих веществ. Нами было предложено изучить необходимость этапа отстаивания массы бальзама после процесса приготовления. Приготовление массы осуществляли путем плавления компонентов при постоянном перемешивании турбинной мешалки закрытого типа (n = 400 об/мин). Полученную массу делили на две части: одну массу отстаивали 24 часа при комнатной температуре, затем нагревали ее до температуры 80 °С и разливали в формы. Вторую массу сразу после приготовления разливали в формы для помад. Полученные образцы анализировали по показателям: температура каплепадения, твердость (сила и глубина проникновения конуса прибора в испытуемый образец), размер частиц. Полученные результаты представлены в табл. 2.
Таблица 1
Результаты влияния интенсивности механической обработки во время приготовления
|
Опыт № |
Температура каплепадения, ºС |
Температура затвердевания, ºС |
Число оборотов мешалки, об/мин |
Критерий Рейнольдса |
Прочность |
Размер частиц, мкм |
|||
|
Сила, кг |
Глубина проникновения конуса, мм |
5–10 |
10–20 |
Более 20 |
|||||
|
1 – без использования перемешивающих устройств |
|||||||||
|
1 |
71 ± 0,5 |
64 ± 0,5 |
– |
– |
5,7 ± 0,3 |
36,1 ± 0,1 |
21,9 |
44,8 |
33,3 |
|
2 − с использованием турбинной мешалки закрытого типа |
|||||||||
|
2.1 |
68 ± 0,5 |
63 ± 0,5 |
150 |
7594 |
5,7 ± 0,3 |
25,3 ± 0,3 |
12,6 |
63,1 |
24,3 |
|
2.2 |
68 ± 1,0 |
63 ± 1,0 |
300 |
15187 |
5,7 ± 0,3 |
27,1 ± 0,1 |
13,7 |
64,6 |
21,7 |
|
2.3 |
68 ± 1,0 |
63 ± 1,0 |
400 |
20250 |
5,7 ± 0,3 |
29,3 ± 0,1 |
14,6 |
64,6 |
20,8 |
|
2.4 |
68 ± 2,0 |
63 ± 2,0 |
500 |
25312 |
5,7 ± 0,3 |
28,5 ± 0,5 |
14,0 |
65,4 |
20,6 |
|
2.5 |
68 ± 0,5 |
63 ± 0,5 |
700 |
35436 |
5,7 ± 0,3 |
28,1 ± 0,1 |
15,3 |
64,6 |
20,1 |
|
3 − с использованием турбинной мешалки закрытого типа и гомогенизатора |
|||||||||
|
3.1 |
69 ± 0,5 |
63 ± 0,5 |
8000 |
405000 |
5,7 ± 0,3 |
28,0 ± 0,3 |
17,3 |
63,1 |
19,6 |
|
3.2 |
69 ± 1,0 |
63 ± 1,0 |
9500 |
480937 |
5,7 ± 0,3 |
28,6 ± 0,15 |
18,6 |
62,1 |
19,3 |
|
3.3 |
69 ± 0,5 |
63 ± 0,5 |
12500 |
632812 |
5,7 ± 0,3 |
28,8 ± 0,3 |
19,6 |
62,1 |
18,3 |
Таблица 2
Результаты влияния отстаивания массы при комнатной температуре в течение 24 часов
|
Опыт № |
Температура каплепадения, ºС |
Внешний вид |
Прочность |
Размер частиц, мкм |
|||
|
Сила, кг |
Глубина проникновения конуса, мм |
5–10 |
10–20 |
Более 20 |
|||
|
1* |
70 ± 0,5 |
Однородная масса без вкраплений |
5,7 ± 0,3 |
29,1 ± 0,1 |
20,9 |
46,8 |
32,3 |
|
2* |
67 ± 0,5 |
5,5 ± 0,3 |
25,3 ± 0,2 |
24,6 |
54,6 |
20,8 |
|
Примечания. *Опыт 1 – масса без отстаивания; опыт 2 – отстоявшаяся масса в течение 24 часов.
Из представленных данных видно, что опыт № 2 имеет наилучшие результаты. По нашему мнению это связано, с тем, что в массе в течение 24 часов происходят процессы полиморфизма структурообразующих компонентов. Соответственно, процесс отстаивания массы бальзама является необходимой частью технологического процесса.
Далее изучали влияние режимов охлаждения при фасовании на структуру массы бальзама. Приготовление массы осуществляли путем плавления компонентов при постоянном перемешивании турбинной мешалкой в том же режиме. Массу разливали в пять форм с разными температурными режимами охлаждения: +22 °С, +4 °С, +15 °С, +20 °С, +10 °С. Полученные образцы анализировали по физико-химическим показателям согласно ГОСТ Р 52342-2005, на анализаторе текстур, проводили микроскопический анализ. Данные представлены в табл. 3.
Из анализа данных видно, что разные режимы охлаждения масс оказывают влияние на структуру. Наиболее приемлемым процессом охлаждения массы является охлаждение при температуре охлаждающей воды +4 °С, данный метод позволяет получить равномерное распределение частиц по всей массе и не дает кристаллизации структурообразующих компонентов, что свидетельствуют данные показателя размера частиц. Было замечено, что с уменьшением температуры охлаждения влияние на прочность незначительно, а размер частиц изменяется, причем увеличивается число частиц, размер которых больше 20 мкм.
Таблица 3
Результаты влияния режимов охлаждения при фасовании на структуру массы помад
|
Номер опыта |
Температура каплепадения, °С |
Температура затвердевания, °С |
Температура охлаждения, °С |
Прочность |
Размер частиц, мкм |
|||
|
Сила, кг |
Глубина проникновения конуса, мм |
5–10 |
10–20 |
Более 20 |
||||
|
1 |
68 ± 1,0 |
63 ± 1,0 |
+ 22 |
5,7 ± 0,3 |
27,6 ± 0,2 |
19,5 |
60,2 |
17,4 |
|
2 |
67 ± 0,5 |
63 ± 1,0 |
+ 20 |
5,5 ± 0,5 |
25,3 ± 0,3 |
20,4 |
65,0 |
16,6 |
|
3 |
65 ± 2,0 |
62 ± 1,0 |
+ 15 |
5,6 ± 0,4 |
26,7 ± 0,3 |
20,6 |
62,8 |
16,6 |
|
4 |
67 ± 2,0 |
63 ± 0,5 |
+ 10 |
5,5 ± 0,5 |
25,7 ± 0,3 |
18,3 |
64,1 |
17,6 |
|
5 |
68 ± 1,0 |
62 ± 0,5 |
+ 4 |
5,2 ± 0,2 |
29,1 ± 0,1 |
22,4 |
61,6 |
16,0 |
Заключение
В ходе исследования изучено влияние интенсивности механической обработки массы бальзама для губ во время приготовления. Установлено, что при приготовлении массы бальзама с использованием турбинной мешалки закрытого типа при критерии Рейнольдса 20250 достигается равномерное перемешивание, что подтверждают результаты проведенного эксперимента.
Определен оптимальный режим фасования с учетом свойств компонентов массы бальзама. Показано, что охлаждение массы при температуре охлаждающей воды +4 °С позволяет получить равномерное распределение частиц по всей массе и образцы, удовлетворяющие требованиям ГОСТ.
Рецензенты:
Минухин Л.А., д.т.н., профессор, заведующий кафедрой «Пищевая инженерия аграрного производства», Уральский государственный аграрный университет, г. Екатеринбург;
Ермаков С.А., д.т.н., профессор, заведующий кафедрой «Процессы и аппараты химической технологии», Уральский федеральный университет, г. Екатеринбург.
Работа поступила в редакцию 03.03.2014.