



В настоящее время испытательные лаборатории могут гарантировать заказчику получение точных и надёжных данных только в случае прохождения данной лабораторией процедуры аккредитации в соответствии с Федеральным законом «Об аккредитации в национальной системе аккредитации».
Аккредитация лабораторий – метод определения их технической компетентности в определённых видах испытаний, измерений и калибровок. Она обеспечивает официальное признание лабораторий, облегчая клиентам поиск и выбор надёжных поставщиков услуг в испытаниях, измерениях и калибровках, удовлетворяющих их требованиям. Аккредитация лабораторий высоко оценивается на международном и национальном уровне как надёжный индикатор технической компетентности.
Ключевым требованием при аккредитации испытательных лабораторий является наличие и исполнение руководства по качеству. Подробные требования к системе менеджмента и исполнению этой системы – необходимые условия для нормальной работы аккредитованного лица, ведь именно указанный документ описывает все процедуры, обеспечивающие прослеживаемость и достоверность оценки. Система менеджмента лаборатории предусматривает требования к основному процессу – выполнению методик испытаний, и к процессам обеспечения ресурсами, анализа и измерений, а также выделяет обратную связь с потребителем [7].
При разработке и актуализации руководства по качеству испытательные лаборатории руководствуются требованиями стандарта ГОСТ Р 17025 [4].
В руководстве по качеству должно быть описание правил управления качеством результатов испытаний, в том числе правил планирования и анализа результатов контроля качества испытаний, которыми предусмотрен внутренний контроль качества испытаний.
Как показывает практика, проведение внутреннего контроля качества в испытательных лабораториях осуществляется в форме контроля стабильности результатов анализа с использованием контрольных карт Шухарта [1, 6].
Мы предлагаем контроль стабильности результатов испытаний в испытательной лаборатории нефтеперерабатывающих предприятий проводить в форме выборочного статистического контроля (ВСК) по альтернативному признаку. Он позволяет осуществлять контроль погрешности и внутрилабораторной прецизионности результатов анализа. Данный метод прост в исполнении, выполняется с использованием результатов анализа рабочих проб, требует меньшего количества стандартных образцов, снижает общее количество испытаний, необходимых для контроля.
Нами разработан проект стандарта организации СТО «Внутрилабораторный контроль качества испытаний. Контроль стабильности результатов испытаний в форме выборочного статистического контроля внутрилабораторной прецизионности и погрешности результатов анализа» с учетом рекомендаций РМГ 76 [5].
План ВСК внутрилабораторной прецизионности и погрешности результатов анализа и его выполнение представлены на рис. 1 и 2.
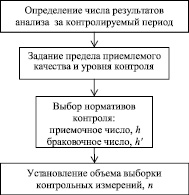
Рис. 1. План выборочного статистического контроля внутрилабораторной прецизионности и погрешности результатов
В соответствии с проектом стандарта организации провели контроль стабильности результатов испытаний показателя плотности при 15 °C.
Для контроля внутрилабораторной прецизионности использовали результаты испытаний рабочих проб неэтилированного бензина марки Нормаль-80 по ГОСТ Р 51105 [2], для контроля погрешности – ГСО плотности нефти и нефтепродуктов.
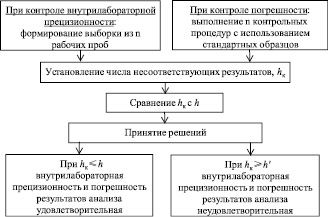
Рис. 2. Реализация плана выборочного статистического контроля внутрилабораторной прецизионности и погрешности
Контроль стабильности результатов испытаний проводили в течение месяца. Объем контролируемой совокупности результатов анализа составил 90 рабочих проб. Предел приемлемого качества выбрали 6,5 %, т.к. он рекомендуется при анализе проб промышленного производства. На стадии внедрения в лаборатории ВСК использовали нормальный уровень контроля качества (нормальный контроль).
По представленным исходным данным выбрали параметры плана ВСК:
а) число контрольных процедур (объем контрольной выборки), необходимых для оценки качества результатов анализа партии рабочих проб, выполняемых в течение месяца, n = 13;
б) нормативы ВСК:
1) приемочное число h = 3;
2) браковочное число h′ = 4.
В соответствии с планом выборочного контроля из результатов испытаний плотности рабочих проб неэтилированного бензина марки Нормаль-80, полученных за месяц, выбрали случайным образом (используя таблицу случайных чисел) 13 результатов контрольных процедур, полученных по результатам контрольных измерений.
Для контроля внутрилабораторной прецизионности определили норматив контроля (предел внутрилабораторной прецизионности) Rл с учетом значения СКО внутрилабораторной прецизионности sRл. По данным предыдущих периодов sRл = 0,0001.
Значение норматива контроля Rл рассчитали по формуле
Rл = 2,77sRл, (1)
где sRл – значение СКО внутрилабораторной прецизионности (показатель внутрилабораторной прецизионности результатов анализа).
Rл = 0,0003.
Каждый результат контрольной процедуры сравнили с нормативом контроля Rл. По результатам сравнения делали вывод о соответствии или несоответствии результата контрольной процедуры.
Результаты выборочного статистического контроля внутрилабораторной прецизионности с использованием рабочих проб неэтилированного бензина марки Нормаль-80 представлены в табл. 1.
В результате оценки 13 выборок при контроле внутрилабораторной прецизионности получили, что число несоответствующих результатов контрольных процедур, т.е. результатов контрольных процедур, которые выше значения норматива контроля, составляет hк = 3.
Полученное значение hк сравнили с приемочным числом h = 3.
Таблица 1
Результаты выборочного статистического контроля внутрилабораторной прецизионности с использованием рабочих проб
|
Контролируемый объект – неэтилированный бензин марки Нормаль-80 НД на методику испытаний ГОСТ Р 51069 [3] Определяемая характеристика – плотность при 15 °С, г/см3 |
|||||
|
Шифр пробы |
Результаты контрольных измерений |
Результат контрольной процедуры Rк = Х1 – Х2 |
Норматив контроля (предел внутрилабораторной прецизионности) Rл |
Отметка о несоответствующем результате контрольной процедуры |
|
|
Х1 |
Х2 |
||||
|
12 |
0,7208 |
0,7209 |
0,0001 |
0,0003 |
– |
|
24 |
0,7270 |
0,7274 |
0,0004 |
0,0003 |
Н |
|
28 |
0,7312 |
0,7315 |
0,0003 |
0,0003 |
Н |
|
34 |
0,7265 |
0,7264 |
0,0001 |
0,0003 |
– |
|
42 |
0,7278 |
0,7279 |
0,0001 |
0,0003 |
– |
|
46 |
0,7282 |
0,7284 |
0,0002 |
0,0003 |
– |
|
55 |
0,7309 |
0,7308 |
0,0001 |
0,0003 |
– |
|
58 |
0,7314 |
0,7315 |
0,0001 |
0,0003 |
– |
|
63 |
0,7266 |
0,7268 |
0,0002 |
0,0003 |
– |
|
73 |
0,7258 |
0,7257 |
0,0001 |
0,0003 |
– |
|
79 |
0,7241 |
0,7244 |
0,0003 |
0,0003 |
Н |
|
81 |
0,7315 |
0,7314 |
0,0001 |
0,0003 |
– |
|
86 |
0,7285 |
0,7287 |
0,0002 |
0,0003 |
– |
Так как hк ≤ h (3 ≤ 3), то внутрилабораторную прецизионность результатов испытаний рабочих проб, полученных в течение контролируемого периода, считаем удовлетворительной.
При контроле погрешности за контролируемый период провели 13 испытаний объекта контроля, в качестве которого использовали Государственный стандартный образец плотности нефти и нефтепродуктов ГСО 8156-2002 индекс ПЛ-2 с аттестованным значением при 15 °С 730,5 кг/м3.
Результаты контрольных процедур Kк при контроле погрешности рассчитали по формуле
Kк =Хср ‒ С, (2)
где Хср – среднее арифметическое значение результатов параллельных определений характеристики образца для контроля; С – аттестованное значение характеристики образца для контроля.
Значение норматива контроля K при контроле погрешности определили по формуле
K = ±Dл, (3)
где ± Dл – значение характеристики погрешности результатов анализа, соответствующее аттестованному значению образца для контроля.
Абсолютная погрешность аттестованного значения используемого стандартного образца при Р = 0,95 составляет ±0,0003 г/см3.
Полученные результаты представлены в табл. 2.
В результате оценки 13 контрольных процедур при контроле погрешности получили, что число несоответствующих результатов контрольных процедур, т.е. результатов контрольных процедур, которые выше значения норматива контроля, составляет hк = 1.
Полученное значение hк сравнили с приемочным числом h = 3.
Так как hк ≤ h (1 ≤ 3), то погрешность результатов испытаний, проводимых в течение контролируемого периода, считаем удовлетворительной.
В случае неудовлетворительной внутрилабораторной прецизионности или погрешности результатов анализа выясняют и устраняют возможные причины, а затем может быть принято решение об установлении для последующей выборки контрольных процедур усиленного контроля качества с более жесткими нормативами контроля. Если внутрилабораторная прецизионность или погрешность результатов анализа при нормальном контроле в течение десяти последовательных контролируемых периодов признается удовлетворительной и суммарное количество несоответствующих результатов контрольных процедур в десяти выборках не превосходит соответствующего предельного числа, то переходят на ослабленный контроль. В рассмотренной ситуации число контрольных процедур уменьшается до 5.
Таблица 2
Результаты выборочного статистического контроля погрешности с использованием стандартного образца
|
Контролируемый объект – ГСО 8156-2002 индекс ПЛ-2 НД на методику испытаний ГОСТ Р 51069 [3] Определяемая характеристика – плотность при 15 °С, г/см3 Аттестованное значение объекта контроля – 730,5 кг/м3 (0,7305 г/см3) |
||||||
|
Номер анализа |
Результаты контрольных определений |
Результат контрольного измерения, Хср |
Результаты контрольных процедур Kк, Kк = Хср - С |
Норматив контроля, K |
Отметка о несоответствующем результате контрольной процедуры |
|
|
Х1 |
Х2 |
|||||
|
1 |
0,7307 |
0,7305 |
0,7306 |
0,0001 |
0,0003 |
– |
|
2 |
0,7305 |
0,7307 |
0,7306 |
0,0001 |
0,0003 |
– |
|
3 |
0,7306 |
0,7308 |
0,7307 |
0,0002 |
0,0003 |
– |
|
4 |
0,7305 |
0,7303 |
0,7304 |
0,0001 |
0,0003 |
– |
|
5 |
0,7303 |
0,7305 |
0,7304 |
0,0001 |
0,0003 |
– |
|
6 |
0,7306 |
0,7308 |
0,7307 |
0,0002 |
0,0003 |
– |
|
7 |
0,7308 |
0,7306 |
0,7307 |
0,0002 |
0,0003 |
– |
|
8 |
0,7305 |
0,7307 |
0,7306 |
0,0001 |
0,0003 |
– |
|
9 |
0,7304 |
0,7308 |
0,7306 |
0,0001 |
0,0003 |
– |
|
10 |
0,7306 |
0,7308 |
0,7307 |
0,0002 |
0,0003 |
– |
|
11 |
0,7304 |
0,7302 |
0,7303 |
0,0002 |
0,0003 |
– |
|
12 |
0,7301 |
0,7303 |
0,7302 |
0,0003 |
0,0003 |
Н |
|
13 |
0,7305 |
0,7307 |
0,7306 |
0,0001 |
0,0003 |
– |
Таким образом, в работе показано, что предложенный метод по сравнению с контрольными картами Шухарта исключает дублирующие процедуры, что значительно снижает трудовые затраты и затраты на приобретение стандартных образцов. Внедрение разработанного проекта СТО в рамках действующей системы менеджмента в испытательной лаборатории нефтеперерабатывающего производства не представит трудностей и позволит лаборатории продемонстрировать оптимизированный подход к обеспечению качества результатов испытаний, которое учитывается при аккредитации лаборатории.
Рецензенты:
Ясьян Ю.П., д.т.н., профессор, зав. кафедрой технологии нефти и газа, ФГБОУ ВПО «Кубанский государственный технологический университет», г. Краснодар;
Боковикова Т.Н., д.т.н., профессор, профессор кафедры химии, метрологии и стандартизации, ФГБОУ ВПО «Кубанский государственный технологический университет», г. Краснодар.