



Существующие процессы выработки технологической щепы приводят к образованию большого количества отходов в виде отсева. Доля отсева зависит от качества перерабатываемой древесины, состояния рубительной машины и дезинтегратора, а также условий переработки сырья в технологическую щепу [4, 6]. В среднем массовая доля отсева при производстве технологической щепы составляет около 7 % от объёма древесного сырья, идущего в переработку [3, 8, 10, 13]. Эти мелкие древесные частицы не могут быть использованы в технологических процессах переработки щепы и поэтому в настоящее время в большинстве случаев сжигаются.
Анализ научной литературы показывает, что ряд исследований ставит своей целью выявление других возможных путей использования данных отходов [1, 2, 11]. В строительном производстве, особенно в субарктической зоне, все более широкое распространение находят различные древесно-цементные композиты, наиболее изученным из которых является арболит. Его получают в результате формирования и твердения смеси, состоящей из древесной дробленки, минерального вяжущего, химических добавок и воды. Согласно существующему стандарту арболит используется в качестве теплоизоляционных и конструкционно-теплоизоляционных изделий. Данный материал сочетает в себе многие положительные свойства бетона и древесины, он легок, морозостоек, нетоксичен, поддается механической обработке.
Ранее проведёнными исследованиями установлено, что сырьём для производства древесно-цементных композитов могут являться отходы лесозаготовки, лесопильных и деревообрабатывающих предприятий, а также отходы камнеобработки в виде порошка талькохлорита (стеатита) [1]. В то же время исследования связанные с использованием отходов производства технологической щепы в качестве заполнителя для древесно-цементной композиции не проводились. Нами были проведены предварительные исследования, показывающие, что в качестве заполнителя при производстве материала из древесно-цементной композиции могут быть использованы такие отходы целлюлозно-бумажного производства, как скоп, отходы групповой окорки круглых лесоматериалов и отсев [10].
В этом ряду остается малоизученным вопрос о механических свойствах древесно-цементных композитов, полученных с использованием отсева, образующегося при производстве технологической щепы. В частности, до настоящего времени не установлено – как влияет крупность древесных частиц отсева на прочность полученных композитов при сжатии. Отметим, что именно эта характеристика является одной из важнейших для строительного материала [9].
К настоящему времени установлено, что фракционный состав отсева, образующегося при производстве технологической щепы, неоднороден. Разработанный нами метод разделения отсева по крупности частиц предусматривает выделение следующих фракций: 10; 7; 5; 3; 2; 1; 0,5; 0,25; 0 мм [5]. При этом было выявлено, что массовая доля фракций 10; 7; 0,5; 0,25; 0 суммарно не превышает в отсеве 2,5 % [7, 12]. Поэтому для проведения исследований, ставивших целью установить зависимость между крупностью частиц отсева и прочностью на сжатие по направлению формования образцов полученных из них древесно-цементных композитов, были использованы фракции 5, 3, 2 и 1 мм.
Материалы и методы исследования
Состав древесно-цементного композита для изготовления образцов (далее – смесь) включал в себя древесные частицы отсева, цемент, воду, сульфат алюминия, жидкое стекло.
Сырьём для производства технологической щепы послужила предварительно окоренная балансовая древесина ели. Измельчение сырья производилось на стационарной ножевой дисковой рубительной машине. Ножевой диск диаметром 2500 мм оснащен 15 радиально расположенными ножами. Частота вращения диска – 365 мин-1. Древесное сырье в виде отрезков круглых лесоматериалов длиной 1220 мм подавалось к диску машины по наклонному патрону (гравитационная подача).
В качестве заполнителя для изготовления образцов использовались четыре фракции отсева: 5, 3, 2, и 1. Выделены они были в результате стратификации отсева за счёт круговых колебаний, с использованием комплекта вертикально расположенных друг над другом пяти сит и поддона. Параметры процесса стратификации следующие: 20 мм – радиус круговых колебаний, 3,5 оборота в секунду – частота круговых колебаний, 60 секунд – продолжительность фракционирования. Сита представляют собой круглые (на виде сверху) короба с внутренним диаметром 200 мм, высотой 25 мм и дном из перфорированного круглыми отверстиями металлического листа. Диаметр отверстий верхнего сита – 7 мм, ниже располагались сита с отверстиями диаметром соответственно 5, 3, 2, 1 мм. Под ситами устанавливался поддон в виде цилиндрической ёмкости со сплошным дном, внутренний диаметр которой 200 мм, высота – 25 мм. Для исследования были использованы древесные частицы: прошедшие через сито с отверстиями диаметром 7 мм и задержавшиеся на сите с отверстиями 5 мм (фракция 5); прошедшие через сито с отверстиями диаметром 5 мм и задержавшиеся на сите с отверстиями 3 мм (фракция 3); прошедшие через сито с отверстиями диаметром 3 мм и задержавшиеся на сите с отверстиями 2 мм (фракция 2); прошедшие через сито с отверстиями диаметром 2 мм и задержавшиеся на сите с отверстиями 1 мм (фракция 1).
С использованием каждой из фракций было изготовлено по шесть образцов. Таким образом, исследованию подвергались 24 образца. Образцы изготавливались в следующей последовательности. Сульфат алюминия замачивался в воде на одни сутки для полного растворения. Далее в предварительно высушенный отсев добавлялась вода, требуемая по рецепту смеси и растворённый сульфат алюминия. Получившаяся масса перемешивалась и выдерживалась одни сутки для нейтрализации содержащихся в древесине «цементных ядов», легкогидролизуемых и экстрактивных веществ, вредных для цемента, замедляющих набор прочности материалом. По истечении суток древесная масса перемешивалась с помощью строительного миксера, смешивалась с цементом и водным раствором жидкого натриевого стекла. В качестве вяжущего использовался цемент марки ПЦ 400 Д20 (ЦЕМ II/А-И 32,5Н).
Полученная смесь укладывалась в формы с внутренними размерами 100х100х100 мм в три этапа, послойно. Каждый из слоёв уплотнялся штыкованием равномерно по спирали от краёв формы к её середине стальным стержнем диаметром 16 мм с закруглённым концом. В течение последующих суток образцы находились в формах во влажных условиях. Через сутки происходил процесс распалубки – образцы извлекались из формы.
После этого они выдерживались в течение 28 суток при обеспечении равномерного проветривания всех граней до момента проведения испытаний на прочность.
Таблица 1
Результаты дисперсионного анализа
|
Вариация |
Степени свободы (k) |
Суммы квадратов (D) |
Дисперсии (s2) |
Фактический критерий Фишера (Fф) |
Стандартный критерий Фишера (Fst) |
|
|
5 % |
1 % |
|||||
|
Общая (y) |
23 |
17,767 |
0,772469 |
21,059 |
3,098 |
4,938 |
|
Факториальная (A) |
3 |
13,495 |
4,498272 |
|||
|
Остаточная (z) |
20 |
4,272 |
0,213598 |
|||
Таблица 2
Характеристики вариационных рядов
|
Вариации |
Предел прочности при сжатии по направлению формования (R, МПа) образцов из отсева фракции |
|||
|
1 |
2 |
3 |
5 |
|
|
Среднее арифметическое пределов прочности при сжатии, МПа |
1,235 |
2,637 |
3,162 |
1,750 |
|
Размах вариации |
1,390 |
1,150 |
1,390 |
0,550 |
|
Стандартное отклонение |
0,52880053 |
0,48853523 |
0,54012653 |
0,21061814 |
|
Объём выборки (n) |
6 |
6 |
6 |
6 |
Испытания полученных после выдержки образцов проводились с использованием электромеханической испытательной машины SHIMADZU AG 50kN X. В ходе испытаний была установлена прочность исследуемых образцов при сжатии. Нагрузка прикладывалась вдоль оси симметрии образца, скорость подачи 10 мм/мин. Образцы нагружались по направлению формования смеси до разрушения или деформации 10 мм.
Результаты исследования и их обсуждение
Полученный в результате исследования массив данных был обработан с помощью дисперсионного анализа. Его результат позволил оценить достоверность влияния крупности древесного заполнителя на прочность образцов древесно-цементного композита при сжатии по направлению формования.
Итоги дисперсионного анализа, а также основные величины – степени свободы (k), дисперсии (s2), суммы квадратов (D) – найденные в процессе поиска фактического критерия Фишера (Fф) и стандартного критерия Фишера (Fst) представлены в табл. 1. Интерпретация полученных результатов осуществлена посредством сравнения расчётного значения дисперсионного отношения (Fф) со стандартным значением критерия Фишера (Fst), которое уже на уровне значимости 0,01 даёт возможность опровергнуть нулевую гипотезу. Поскольку 21,059 > 4,938 (табл. 1), следовательно, Fф > Fst – а значит, с вероятностью 99 % можно утверждать, что связь между фракционным составом древесного заполнителя в описываемом материале и прочностью при сжатии образцов из него, разрушенных по направлению формования, не случайна. Таким образом, влияние регулируемого фактора (крупности древесного заполнителя в составе композита) на результативный признак (прочность при сжатии по направлению формования) можно признать с большой степенью вероятности статистически достоверным.
Кроме того, особенности варьирования результативного признака были дополнительно описаны стандартными отклонениями (среднеквадратических отклонений) по каждой серии и размахом вариации, которые отражены в табл. 2.
Анализ значений средних арифметических значений пределов прочности при сжатии (см. табл. 2) показал, что максимальное значение было получено для образцов с заполнителем в виде фракции 3, минимальный – для образцов с заполнителем в виде фракции 1. Таким образом, при увеличении крупности заполнителя от фракции 1 до фракции 3, прочность при сжатии образца по направлению формования увеличивается. Однако, дойдя до своего пика, в районе фракции 3, снижается при использовании в качестве заполнителя фракции 5. Графическая интерпретация полученных результатов представлена на рисунке.
Объяснить это явление можно тем фактом, что образцы, полученные с использованием в качестве наполнителя фракции 3, при прочих равных условиях получаются более плотными. Именно повышенная плотность и обеспечивает им наибольшее значение прочности. Повышение плотности в свою очередь объясняется более плотной «укладкой» древесных частиц фракции 3 в смеси, из которой изготавливались образцы. Сопоставление средних значений плотности образцов, изготовленных с использованием древесного наполнителя различных фракций, показало, что наибольшее значение было достигнуто при изготовлении образцов из фракции 3 (792 кг/м3). В случае использования фракции 5 плотность образцов в среднем снижалась на 4 %, фракции 2 – на 6 %, фракции 1 – на 14 %. Полученные значения плотности образцов исследуемого древесно-цементного композита соответствуют плотности конструкционных арболитов.
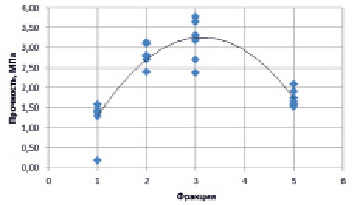
Характер зависимости между крупностью заполнителя и прочностью при сжатии по направлению формования
Сопоставление результатов испытаний на прочность при осевом сжатии образцов древесно-цементного композита, изготовленного с использованием отсева, образующегося при производстве технологической щепы, со стандартными характеристиками арболитов позволяют сделать вывод о возможности использования отходов производства щепы или, по крайней мере, отдельных его фракций для производства конструкционных и теплоизоляционных материалов. Так, образцы, полученные с использованием фракции 1 (самые слабые) по классу прочности немного превосходят арболит класса В0,75 (1,1 МПа), хотя и превосходят его по плотности на 35 %. Образцы, полученные с использованием фракции 2 по прочности превосходят арболит класса В1,5 (2,13 МПа) и почти соответствуют классу В2,0, хотя по допустимой плотности превосходят последний на 5 %. Образцы, полученные с использованием фракции 3 (самые прочные), по классу прочности близки арболиту класса В2,5 (3,3 МПа), хотя по допустимой плотности также превосходят его на 5 %. Результаты испытаний на прочность при осевом сжатии образцов, полученных с использованием фракции 5, показали, что они близки по этому показателю к арболиту марки В1,0 (1,42 МПа), хотя по плотности превосходят его почти на 50 %.
Таким образом, образцы, полученные с использованием фракций 1 и 5, могут быть использованы при строительстве в качестве теплоизоляционных материалов. В случае использования фракций 2 и 3 могут быть получены конструкционные строительные материалы. Однако, для того чтобы рекомендовать полученные материалы в качестве строительных, необходимо провести дополнительные исследования и разработать рецепты, которые обеспечат такие важнейшие регламентируемые стандартом показатели, как плотность, теплопроводность и водопоглощение.
Выводы
Установлено наличие статистически достоверного влияния размеров частиц древесного заполнителя в виде отсева при производстве технологической щепы, на прочность при сжатии полученных из них древесно-цементных композитов, разрушенных по направлению формования. Наилучший результат показал композит, включающий в себя в качестве заполнителя древесные частицы крупностью более 3 мм, но менее 5 мм (остаток на сите с отверстиями диаметром 3 мм). С уменьшением крупности древесных частиц (до фракции 1) этот показатель снижается на 61 %. Увеличение крупности заполнителя свыше до фракции 5 приводит к снижению прочности при сжатии по направлению формования на 45 %.