



Внедрение информационных систем, обеспечивающих в автоматизированном режиме получение, регистрацию, передачу информации и формирование нормативно-технических документов, отражающих движение материалов по организационно-технологическим переходам подготовительного производства, обеспечивает повышение эффективности и качества функционирования системы подготовки материалов к производству швейных изделий.
Решение задач, связанных с компьютеризацией технологических процессов, невозможно без выявления и анализа структуры системы и информационного взаимодействия ее элементов как информационной базы для разработки компьютерной технологии. Оптимальным способом выполнения подобного вида исследований, как показано в целом ряде работ [1–6, 8, 10], является разработка структурно-информационной модели рассматриваемой системы. Структурно-информационная модель системы подготовки материалов к раскрою (ПМкР) швейных изделий представляет собой заданную в форме алгоритма рациональную последовательность (маршрут) выполнения ее процессов. Модель позволяет осуществить переход от логики деятельности специалиста-исполнителя в традиционном процессе к логике машинных процедур обработки информации, а также, в совокупности с выявленными информационными потребностями, служит теоретической базой для создания компьютерной технологии осуществления технологических процессов системы ПМкР.
Цель исследования
Целью работы является исследование информационных потребностей элементов системы подготовки материалов к раскрою швейных изделий и их информационного взаимодействия в аспекте создания компьютерной технологии формирования ее нормативно-технических документов.
Материалы и методы исследования
Объектом проведенных исследований является система подготовки материалов к раскрою швейных изделий (ПМР), а их предметом – структурно-информационная модель системы ПМР. При проведении исследований использовались методы системного анализа и структурно-информационного моделирования.
Результаты исследования и их обсуждение
Ранее [10] установлен и обоснован оптимальный перечень технических документов (ТД), формирующихся в ходе выполнения технологических процессов ПМкР, и оптимизировано их содержание. Данный перечень включает в себя следующие ТД: паспорт куска материала (ПКМ), промерочная ведомость (ПВ), карта учета движения материалов на складе сырья (КУДМ), претензионные акты, а именно акт на излишки и недостачу материала (АКТ-1) и акт на качество (АКТ-2), комплект документов, связанных с подготовкой формирования настилов и раскроя материалов.
Основным недостатком ручного способа формирования нормативно-технических документов системы ПМР является возникновение разрыва информационного пространства. Решение проблемы путем его стыковки через пользователя ЭВМ несет в себе полный перечень присущих этому способу недостатков, обусловленных причинами как объективного, так и субъективного характера. В связи с этим решение задач оперативного управления подготовительным производством без обеспечения возможностей непрерывного автоматизированного получения и обмена информацией между организационно-технологическими переходами в условиях современного предприятия представляется малоэффективным.
В автоматизированном режиме обработки данных о поступившей партии материалов при их подготовке к раскрою информация должна формироваться и непрерывно трансформироваться по каналам связи компьютерно-технических средств (КТС) без ручного ее ввода. Использование микропроцессорной техники в составе КТС позволяет достаточно эффективно решать вопросы сбора, обработки, передачи результатов измерения и формирования на центральном сервере базы данных, а при необходимости и печати требуемых нормативно-технических документов на бумажных носителях.
На рисунке представлена структурно-информационная модель системы ПМкР, отражающая алгоритм передачи, трансформации информации и формирования основных технических документов как внутрипроизводственного характера, так и предназначенных для представления сторонним организациям. Данная структурно-информационная модель, согласно рисунку, включает в себя три информационных блока (ИБ): блок входных документов на материал (ВД), блок формирования документов входного контроля (ДВК), блок разработки НТД для формирования настилов и раскроя материалов (ДНРМ).
Информационный блок «Входные документы на материал» содержит четыре информационных объекта (ИО), в качестве которых выступают: ярлыки рулонов материалов (ВД1), счет на оплату приобретаемых материалов (ВД2), спецификация накладной на приобретаемые материалы (ВД3), накладная на перевозку грузов (ВД4).
Информационный блок «Документы входного контроля материалов» включает пять информационных объектов, к которым относятся: паспорт куска (ДВК 1), промерочная ведомость (ДВК 2), карта учета движения материалов на складе сырья (ДВК 3), акт на излишки и недостачу материала (ДВК 4) и акт на качество (ДВК 5).
Третий информационный блок «НТД для формирования настилов и раскроя материалов (ДНРМ)» в структурно-информационной модели представлен только одним информационным объектом. Однако необходимо подчеркнуть, что данный информационный объект является интегрированным и включает в себя несколько технических документов, прежде всего это карта расчета настилов и карта раскроя материалов.
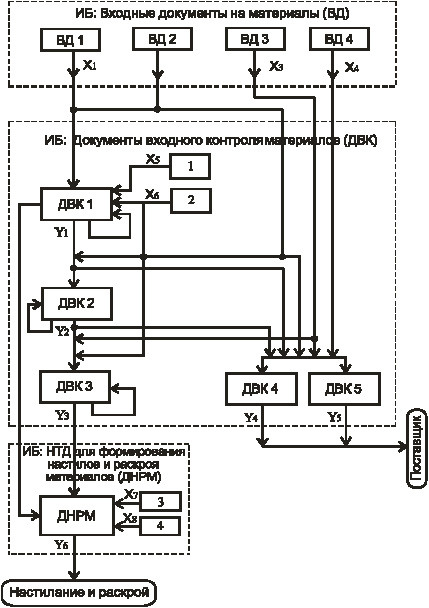
Структурно-информационная модель системы ПМР
Согласно разработанной структурно-информационной модели, при формировании ИО «Паспорт куска материала» (ДВК 1) в качестве входной используется три вида информации: исходная (Х1), технологическая (Х5) и оперативно-управленческая (Х6).
К исходной информации (Х1) относятся данные ярлыка: артикул, номер рисунка и/или цвета, ярлычная длина (мера) куска в пог. м, ширина с кромкой, сортность. Ввод исходной информации в память процессора может осуществляться оператором в диалоговом режиме, а ее дальнейшая передача должна быть обеспечена без его непосредственного участия, что позволяет избежать ее искажения.
К технологической (Х5) относится информация, формирующаяся в информационно-производственном блоке 1 «Промер и разбраковка материалов»: текущие значения длины (Li) и ширины (Hi) материала, наименования обнаруженных пороков, их линейные размеры, координаты и поправки координат, длины порочных и беспорочных отрезов. Данная информация может заноситься в память процессора двумя путями: оператором в диалоговом режиме или непосредственно в автоматизированном режиме передаваться от измерительной системы. Во втором случае технологический процесс промера и разбраковки материалов должен быть оснащен техническими средствами, конструктивно и функционально способными к включению в локальную или единую информационную (компьютерную) сеть предприятия и обеспечивающими при этом требуемую точность считывания информации.
Оперативно-управленческая информация (Х6) формируется в информационно-управляющем блоке 2 и определяет действия исполнителей по выполнению распоряжений лиц, принимающих решения (ЛПР), в том числе порядок присвоения номера ПКМ, необходимые корректировки в оценку качества материала и др.
К выходной информации ИО «Паспорт куска материала» принадлежит некоторое подмножество исходных данных, а также измененные и вычисленные параметры, к каковым, относятся, в частности: фактическая сортность материала, длина (мера) куска, определяемая последним текущим значением его линейной координаты, числовой массив длин отрезов (Li), числовой массив ширин (Hi), на основании обработки которого определяется фактическая ширина, наименования пороков, их линейные размеры и ряд поисковых признаков для фильтрации группировок формируемых массивов в ОБДМ. Фактическая сортность в общем случае определяется расчетным методом в соответствии с методикой, предусмотренной соответствующим НД (чаще всего ГОСТ), и с учетом оперативно-управленческой информации от лиц с правом принятия того или иного решения. Выходная информация данного информационного объекта передается на следующий ИО «Промерочная ведомость» и используется им как входная информация.
Информационный объект «Промерочная ведомость» (ДВК 2), основное назначение которого сводится к констатации соответствия количества и качества материала в каждой поступившей партии его фактическим показателям, формируется на основе условно-переменной информации Y1, включенной в ПКМ, с учетом условно-постоянных данных «Ярлыков» (X1), «Счета» (X2), «Спецификации накладной» (Х3). Формирование данного ИО осуществляется в последовательно-параллельном режиме. Связующим звеном для установления степени соответствия исходных данных фактически полученным являются признаки ПКМ. На основании признаков поиска информации при формировании ПВ обрабатываются только те ПКМ, которые объединены одной «Спецификацией накладной». При выборе режима формирования и передачи информации (выбор автоматизированного или диалогового режима) следует учитывать необходимость проведения корректирующих действий на основании решений ЛПР, что предусмотрено структурно-информационной моделью.
Информационные объекты «Акт на излишки и недостачу материала» и «Акт на качество» (ДВК 4 и ДВК 5 соответственно) отражают сведения о фактическом количестве и качестве поступившего материала и несоответствии указанных параметров в сопроводительных документах поставщика результатам входного контроля. На основании данных технических документов в бухгалтерии предприятия-потребителя оформляются финансовые отношения с поставщиками сырья, т.е., по сути, претензионные акты являются юридическими документами. В связи с этим, с одной стороны, технические и аппаратные средства для контроля необходимых параметров сырья, сбора, обработки и передачи информации должны обладать необходимым быстродействием, а с другой стороны, на параметры, вносимые в претензионные акты, не должны влиять субъективные факторы.
Информационной основой для автоматизированного формирования названных ИО, т.е. входной информацией для них, являются данные «Счета» (Х2), «Спецификации накладной» (Х3), «Накладной на перевозку грузов» (Х4) и промерочной ведомости (Y2), а также признаки выбора ПВ, к которым относятся номер «Спецификации накладной» и артикулы материалов. Выходной в данном случае является информация о соответствии (или несоответствии) данных входных документов на материал результатам входного контроля Y4 и Y5, которая предоставляется поставщику и служит основанием для окончательного расчета с ним.
Информационный объект «Карта учета движения материалов на складе сырья» (ДВК 3) предназначен для отслеживания информации о приходе-расходе материалов и связан с решением задач управления запасами сырья. В качестве входной информации данный ИО использует следующее: данные «Спецификации накладной» (Х3), данные промерочной ведомости Y2, а также текущие данные о расходе сырья на выполнение производственной программы и для других целей (Х6), поступающие из информационно-управляющего блока 2. Выходная информация (Y3) поступает в информационный блок «НТД для формирования настилов и раскроя материалов» и является входной для ее информационных объектов, к которым относятся «Карта расчета настилов» и «Карта раскроя материалов».
Кроме информационного массива (Y3) в качестве входной для интегрированного ИО «НТД для формирования настилов и раскроя материалов», обозначенного в структурно-информационной модели как ДНРМ, используются данные ПКМ, данные складов прикладных материалов и фурнитуры (Х7) и оперативно-управленческая информация, исходящая от лиц, принимающих решения (Х8). Данная информация поступает из соответствующих информационно-производственного и информационно-управляющего блоков 3 и 4. Выходная информация Y6 в виде технических документов «Карта раскроя материалов» и «Карта расчета настилов» используется в производственных технологических процессах настилания и раскроя материалов.
Заключение
Результатом проведенных в работе исследований является структурно-информационная модель, отражающая информационное взаимодействие всех ИО, используемых или формируемых в ходе выполнения операций подготовки материалов к раскрою швейных изделий. Она может служить основой для разработки компьютерной технологии формирования нормативных и технических документов ПМкР и, прежде всего, входного контроля материалов. Кроме того, на ее основе может быть сформулирован ряд требований к технологическому оборудованию и измерительной технике, выполнение которых позволит реализовать на практике данную технологию. К таким требованиям относятся, прежде всего, точность и автоматизированный режим измерения количественных и качественных параметров материалов, а также автоматизация процесса регистрации, преобразования и передачи информации [7, 9, 10]. Удовлетворение данных требований позволяет свести к минимуму и даже полностью исключить влияние субъективных факторов на точность воспроизведения необходимой информации в виде технических документов, отражающих движение материалов по организационно-технологическим переходам подготовительного производства.