



Современная электроэрозионная обработка (ЭЭО) находит широкое применение в различных областях промышленности, в таких как самолетостроение, судостроение, станкостроение и др. Но наибольшее распространение она имеет в наукоемких областях машиностроения, в частности при производстве двигателей. Постоянный рост одного из основных показателей уровня качества двигателей – удельной тяги – обеспечивается в том числе применением маложестких, криволинейно-фасонных деталей и элементов конструкций. Обработка резанием таких поверхностей сильно затруднена, а в некоторых случаях и невозможна [1].
На деталях авиационной техники имеются поверхности, расположенные в труднодоступных местах, которые можно обработать только с применением операций ЭЭО. Проводя анализ материалов применяемых в конструкциях изделий в авиакосмической области, можно сказать, что превалирующими являются титановые и алюминиевые сплавы во всем их многообразии. Легкие и прочные, они становятся незаменимыми материалами ответственных деталей, к которым предъявляются самые жесткие требования, как по качеству самого материала, так и по качеству их обработки. И конечно, встает вопрос о повышении эффективности обработки этих видов материалов операциями ЭЭО.
Производительность ЭОО можно повысить за счет изменения параметров обработки, а именно подачи на межэлектродный промежуток импульсов с более высокой частотой. При том же значении энергии импульса это позволит получать большее количество рабочих импульсов. Качество обработки, в свою очередь, можно улучшить за счет учета влияния сокращенного рабочего расстояния между электродами путем снижения энергии импульса, по сравнению с ныне принятыми для алюминиевых и титановых сплавов.
Гипотеза
На основе теоретических и экспериментальных исследований было сделано предположение, что из-за высокой химической активности, высокой теплопроводности, низкой теплоемкости и тугоплавкости при обработке алюминия электроэрозионным способом могут существовать оксидные образования (усы), получившиеся из металла, испаренного, расплавленного материала, выброшенного из лунки электрода заготовки. Данные усы являются оксидом алюминия – токопроводящим материалом, а значит, сокращается фактическая величина межэлектродного промежутка. Таким образом, повышается доля рабочих импульсов при тех же режимах обработки, что в свою очередь повышает интенсивность процесса эрозии с одновременным повышением температуры электродов. Также данная гипотеза была предположена для титановых сплавов ввиду того, что титан имеет близкие значения химической активности (особенно при высоких температурах) и высокую теплопроводность. Гипотеза может быть перенесена на титановые сплавы с допущениями, так как теплоемкость и тугоплавкость титана значительно выше алюминия.
Наличие подобной особенности при обработке алюминиевых и титановых сплавов косвенно подтверждается результатами ранее выполненных работ, так как температура при обработке этих видов материалов неоправданно велика по сравнению с обработкой различных видов стали [2]. В свою очередь изменение параметров обработки с учетом этого явления позволит обрабатывать материалы на основе алюминия и титана более эффективно, т.е. повысить производительность за счет подачи на межэлектродный промежуток оптимального количества энергии.
Результаты исследования и их обсуждение
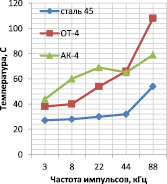
В исследовании, опубликованном в [2], исследовались тепловые явления как показатель интенсивности происходящих в межэлектродном пространстве процессов. Было выявлено, что концентрация тепловой энергии в алюминиевом сплаве равна, а иногда и больше, чем в титановом сплаве. При этом надо понимать, что коэффициент удельной теплопроводности у алюминия на порядок больше, чем у титана и почти в 3 раза больше, чем у стали. На рис. 1 представлены зависимости температуры от изменения частоты импульсов и скважности при ЭЭО. Для сравнения теплового воздействия на эти материалы в таблице приведены некоторые константы, полученные как экспериментально, так и взятые из справочников [2].
 а)
а) 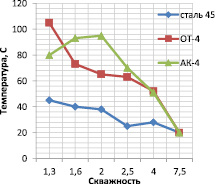 б)
б)
Рис. 1. Зависимость температуры от изменения: а) частоты импульсов и б) скважности
Значения теплофизических характеристик
|
Материал |
Исследуемые показатели |
||||||
|
Тпл, °С |
Тисп, °С |
qпл, Дж/г |
qисп, Дж/г |
λ,Вт/см·К |
с*, Дж/г·К |
ρ, г/см3 |
|
|
алюминий |
660 |
2450–2494 |
396–400 |
10850–10900 |
2,09–2,20 |
0,90–0,94 |
2,7 |
|
железо |
1535 |
2735–2750 |
247–277 |
6265–6340 |
0,75 |
0,46 |
7,87 |
|
титан |
1660 |
3260–3287 |
358–392 |
8970–9227 |
0,19–0,22 |
0,52–0,54 |
4,5 |
Из анализа таблицы выясняем, что у алюминиевого сплава очень высокий коэффициент удельной теплоемкости, что свидетельствует о необходимости значительного количества тепловой энергии, для передачи одному грамму (килограмму), с целью изменения своей температуры на один градус Цельсия. Это указывает на наличие в процессе пробоя при обработке алюминия и его сплавов характерных особенностей, вызывающих концентрацию тепловой энергии в зоне обработки. Поэтому можно сделать заключение о том, что данный факт вызван влиянием материала электрода на процесс пробоя, так как иные условия процесса обработки остаются постоянными для всех рассмотренных случаев.
Оксидная пленка, разрушаясь во время ее разряда, является, наиболее вероятной причиной искажения поля между «усами», которые образуются между оксидной пленкой во время ее разрушения при разряде. Появление таких «усов» обосновывается наличием высокой химической активности, при условии наличия высокой температуры металла, расплавленного в зоне лунки. Процесс образования уса из оксида алюминия характеризуется крайне малым временным промежутком, что характеризует временную картину всего пробоя. Период предполагаемого явления реализуется во время релаксации межэлектродного промежутка (МЭП) и по времени протекания разряда занимает значительный временной период протекания самого разряда, в промежутке 10-2 с. Обоснованием этой теории является характеристика удельной теплоты алюминия, которая в 1,7 раза больше, чем у стали. При подаче в МЭП одинаковое количество энергии позволяет получить большую долю расплавленного материала и меньшую долю в виде паров, по сравнению с лункой на поверхности сплава, основой которого является железо. Таким образом, в процессе подачи в МЭП равноценного количества энергии за один импульс, лунка на поверхности алюминиевого сплава будет обладать большей долей расплавленного материала и меньшей в виде паров, по сравнению с лункой, основой которой за один импульс будет являться железо. В процессе схлопывания газового пузыря, образуемого при разряде, а также выбрасывания материала электрода в МЭП алюминий в своей жидкой фазе быстрее остывает, поскольку обладает высокой удельной теплопроводностью и успеет создать оксидное образование. Титан, обладая аналогичной окислительной способностью, но при этом большим значением коэффициента удельной теплоемкости, а также низким значением коэффициента теплоотдачи, создают меньше размеры оксидного уса и химически активного титана. Соответственно, и вероятность оксидного образования значительно меньше, чем у пробоя на алюминиевый сплав.
Существование самой возможности подобного эффекта было предложено и рассмотрено в [3]. Автор исследовал многочисленные эффекты при пробое в жидких диэлектриках, в том числе и тех, что применяются в ЭЭО. В результате наблюдения за случаями пробоя при различных параметрах в исследовании был сделан вывод, что образование оксидных образований предполагает наличие химически активного металла, типа жидкого диэлектрика, расстояния между электродами, диаметра канала, высокой напряженности приложенного внешнего поля при создании пробоя, достаточно высокой энергии импульса реализованной в МЭП, и другие. При наличии этих условий оксидные усы имеют место быть, а для удаленных электродов и высокой напряженности поля могут достигать от десятых и целых сантиметров.
Анализируя состояние электродов в ходе измерений, следует отметить, что последующие разряды на алюминиевых и титановых электродах реализуются на кромках кратеров, образующихся от первого пробоя. Электроды из других материалов не вызывают образования таких «усов» на кратерах, формирование каждого последующего пробоя осуществляется на новом участке поверхности электродов. Подобное явление характеризует все эксперименты в условиях однородного или слабо неоднородного поля.
Подтверждение подобных предположений отражено в экспериментальных исследованиях с использованием копировально-прошивочного электроэрозионного станка с адаптивным управлением модели 4Л721Ф1 с генератором импульсов ШГИ 40-440М.
В качестве материала электрода были использован электрод из меди М1. Для обработки был использован титановый сплав ОТ-4 и алюминиевый сплав АК-4. В результате исследования были получены несколько закономерностей. Во-первых, увеличение энергии импульса сопровождается повышенным тепловыделением на поверхности алюминиевого сплава с опережающими темпами. Тогда как в рамках исследуемого диапазона энергий импульса при обработке стального электрода-заготовки демонстрировало зависимость практически линейного характера. Для титанового сплава наблюдалось опережение роста температуры над ростом энергии импульса только в самом конце доступного на станке диапазона мощности. Данный вывод практически полностью укладывается в предложенную теорию. Во-вторых, частота следования импульсов, как правило, не оказывает ярко выраженного влияния на концентрацию тепловых явлений на электродах. Однако при любых значениях частоты следования импульсов температура на алюминиевом и титановом электродах была всегда выше в процессе обработки, нежели на стальном. В результате эксперимента предполагается, что частота следования импульса не оказывает значительного влияния на образование оксидных усов, поскольку процесс их образования значительно меньше доступного на оборудовании времени между разрядами.
Момент завершения (прекращения) подачи напряжения в межэлектродный промежуток характеризуется постепенным замедлением расширения канала в течение определенного количества времени. При этом начинается резкое сужение канала под действием давления окружающей жидкости. В приактодной и прианадной областях осуществляется втягивание разреженностью, образовавшейся на месте канала разряда, некоторого количества расплавленного и испаренного металла. Вследствие этого, а также вследствие высокой пластичности и химической активности происходит окисление частиц металла и их спайка в так называемые оксидные усы [3].
В результате экспериментов, на основе схожести характеристик алюминия и титана, представлено предположение о том, что процесс пробоя на сплавы обоих этих металлов является идентичным. Предполагается, что титановый сплав будет отличаться от алюминиевого в механизме. Достаточно того, что наличие большой удельной теплоты и низкой теплопроводности не даст возможности разогревания большого количества материала, в соответствии с чем длина оксидного уса будет значительно меньше. При этом на процесс обработки и конечный результат существенно повлияет незначительное сокращение межэлектродного промежутка.
Графики наглядно демонстрируют, что температура алюминиевого сплава АК-4 и титанового сплава ОТ-4 значительно превышает температуру при обработке при тех же режимах стали 45. При этом титановый сплав характеризует большая плотность и более низкая теплопроводность, более высокая теплоемкость, приводящей в совокупности к сосредоточению тепловой энергии в зоне контакта материала заготовки с каналом разряда. Алюминиевый же сплав имеет высокую теплопроводность и низкую теплоёмкость, способствующие теплоотводу от области обработки. Однако значительные отличия механизма пробоя на алюминиевый сплав не всегда это подтверждают.
 а)
а)  б)
б)
Рис. 2. а) ДГТ-ЭП-03; б) Neophot 2


Рис. 3. Прохождение импульса между медным ЭИ и алюминиевым ЭЗ (увеличение в 1000 раз)
 а)
а) 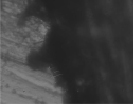 б)
б)  в)
в)
Рис. 4. Пробой в жидком диэлектрике. ЭИ – медь, ЭЗ – алюминий: а) до первого пробоя; б) после первого пробоя; в) после второго пробоя (увеличение в 1000)
В дальнейшем исследования единичного импульса осуществлялись на основе использования настольного прецизионного электроэрозионного копировально-прошивочного комплекса ДГТ-ЭП-03, а также микроскопа Neophot 2 с максимальным увеличением х1000, которые представлены на рис. 2.
Обработка результатов обработки трех видов материалов (сталь, алюминиевый и титановый сплавы) характеризует подтверждение гипотезы, выдвинутой на единичном импульсе. Осуществление пробоя реализовалось на основе параллельных плоскостей с минимальной обработкой для того, чтобы получить условия максимально приближенные к условиям обработки [4].
Рис. 3 демонстрирует фотографии с микроскопа вида одного пробоя из множества, полученных на воздухе.
Изображения на фото подтверждают, что на краях лунки отсутствуют какие-либо образования, влияющие на процесс пробоя в последующем. Помимо этого следует отметить небольшое значение объема лунки, по сравнению с полученными в результате пробоя в жидком диэлектрике. На основе подобных экспериментов были проведены исследования.
Как видно на рис. 4, б, нитевидные образования, находящиеся справа от первого кратера, предположительно являются усами. Как описывалось ранее [3], с помощью усов сокращается расстояние между электродами, в результате чего изменяется количество холостых импульсов, осуществляется их переход в разряд рабочих. Этот процесс увеличивает количество энергии, выделяющейся в процессе обработки. Этим объясняются тепловые явления, наблюдаемые при обработке алюминия и титана [5]. Хронология следования снимков (б и в) демонстрирует образование следующего пробоя в месте образования усов.
На появление образований влияла энергия импульса, объем получаемой лунки, движение рабочей жидкости между поверхностями электродов, а также состояние самих электродов до и после первого пробоя. В настоящий момент выявление теоретической закономерности появления усов не представляется возможным, поскольку на процесс их появления влияет большое количество факторов [6].
Обоснование теории происхождения усов подтверждается более частыми случаями образования усов на алюминии, чем при обработке титана, так как химическая активность последнего при одних и тех же значениях температуры ниже, чем у алюминия. Кроме того, при обработке титана усы образуются реже, так как его частицы тяжелее алюминия. Что же касается факта отсутствия появления усов при обработке стали, то это объясняется низкой химической активностью и коротким промежутком времени, отведенным на процессы, по результатам которых могут образоваться усы, процесс пробоя на сталь не вызывает отклонений от общей теории пробоя.
Заключение
В результате работы была скорректирована модель поведения процесса в межэлектродном пространстве и получены новые экспериментальные результаты по распределению тепла во время электроэрозионной обработки с различными параметрами и на различных материалах. Гипотеза о возникновении нитевидных образований (усов) экспериментально была подтверждена при обработке алюминиевого сплава. Данные образования появляются после очередного пробоя и оказывают существенное влияние на следующий пробой. Обоснована возможность существования оксидных образований (усов) при обработке сплава на основе алюминия и титана и сделано обоснование перехода от влияния на единичный пробой до влияния на весь процесс обработки целиком.