



В современной промышленности все более актуальным становится изготовление металлических изделий при помощи аддитивных технологий, позволяющих повысить скорость изготовления изделий, снизить отходы производства, а также улучшить свойства получаемых изделий. Данная технология позволяет изготавливать изделия сложной геометрической формы. Причем для машины аддитивного производства не имеет значения, какова сложность формы и конструкции данного изделия [1].
Уже сейчас АП стало мощным инструментом в машиностроении и практически отдельной отраслью промышленности. Разрабатываются инновационные процессы, позволяющие создавать модели со все более высокой точностью, скоростью, с уникальными свойствами и с новыми экономическими преимуществами [6].
Существует две технологии создания изделий. В одном случае формирующий слой насыпают на рабочую платформу, а затем выборочно обрабатывают порошок лазером или другим источником нагрева. В другой же технологии материал подается непосредственно в место подведения энергии и построения в данный момент фрагмента детали [2].
Способы получения металлических 3D-изделий за счет плавления присадочной проволоки распространены не так хорошо, хотя позволяют использовать более 99 % расплавляемой проволоки, производить изделия при значительной экономии материала на последующих стадиях обработки [7, 9].
Наибольший практический интерес представляет механизированная наплавка в активных защитных газах плавящимся электродом (GMAW), т.к. данная технология является наиболее распространенной в производстве, имеет высокую производительность и малую себестоимость изготовления изделий.
Но у данных технологий есть ряд недостатков:
– коэффициент расплавления не превышает 20 г/А·ч. Для увеличения скорости наплавки необходимо увеличение силы тока, что приводит к более сильному перемешиванию и перегреву;
– большое тепловложение. Перегрев приводит к деформации получаемого изделия, а также худшим условиям формирования стенок (из-за стекания металла);
– доля участия основного металла в наплавленном слое до 60 %, что усложняет создание изделий из нескольких металлов.
Для решения этих проблем предлагается применить устройство с подогревом участка электродной проволоки током паузы. Схема устройства сварочной горелки представлена на рис. 1.
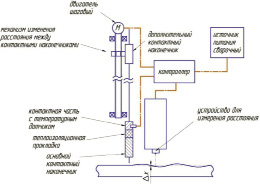
Рис. 1. Устройство сварочной горелки с дополнительным контактным наконечником и ультразвуковым сенсором
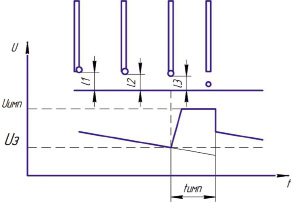
Рис. 2. Схема управления каплепереносом с обратными связями по напряжению: (l1, l2, l3 –длина дуги образования, увеличения и перед отрывом капли; tимп – фиксированное время импульса; Uз – пороговое напряжение срабатывания обратной связи; Uимп – напряжение импульса; U – напряжение; t – время)
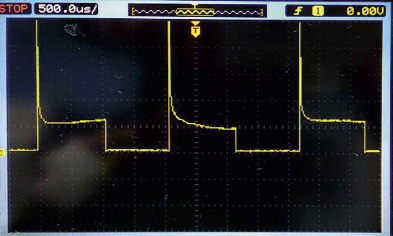
Рис. 3. «Всплеск» напряжения при закрытии транзисторного ключа (Желтая линия – напряжение (20 В/дел))
Главной доработкой является наличие дополнительного контактного наконечника, который располагается на расстоянии 150–400 мм от основного. Ток паузы, который направляется транзисторным ключом, проходит через участок проволоки, нагревая его до температуры 500–600 °C, и служит для поддержания горения дуги и формирования капли расплавленного металла на торце электрода [3]. Участок проволоки также служит сопротивлением, ограничивает ток до уровня тока паузы.
Сравним предложенный процесс с процессом механизированной наплавки в среде защитных газов плавящимся электродом. Рассчитаем энергию, необходимую для расплавления металла, чтобы заполнить слой 1 м2 с высотой валика 5 мм. Масса такого слоя составит 39,1 кг.
Для нагрева и расплавления такого объема проволоки необходимо затратить энергию Q = Qн + Qпл, где Qн – энергия, необходимая для нагрева требуемой массы проволоки от начальной температуры до температуры (1450 °С), а Qпл – энергия, необходимая для расплавления требуемой массы проволоки.
Qпл = λm, где λ – удельная теплота плавления, равная для стали 84 кДж/кг. Следовательно Qпл = 3284 кДж. Для обоих процессов эта энергия будет равной.
Теперь рассчитаем температуру нагрева проволоки от температуры окружающей среды (20 °C) до температуры плавления (1450 °C). Qн = cmΔT, где c – удельная теплоемкость (для стали равна 0,46 кДж/кг·К). Qн = 25720 кДж.
В случае использования устройства с подогревом проволоки изменяются начальные условия. Температура подогрева может достигать 600 °C. В этом случае разность температур начальной и плавления составит 850 °C (при сварке без подогрева это значения достигает величины 1430 °C). Тогда энергия, необходимая для нагрева Qн = 15288 кДж.
Общая энергия для процесса механизированной наплавки в среде защитных газов плавящимся электродом будет равна Q = 29004 кДж, а для процесса с подогревом проволоки Q = 18572 кДж.
Следовательно, на процесс без подогрева проволоки расходуется энергии в 1,56 раз больше, чем для процесса с подогревом проволоки.
Для высоколегированной стали, у которой удельная теплоемкость выше, энергоэффективность предложенного способа будет выше в 1,6 раз.
При апробировании устройства был получен коэффициент наплавки превышающий значения 40 г/А·ч [4]. В результате уменьшение удельной энергии приводит к снижению доли участия основного металла (по соотношению объем основного металла в шве/объем шва), а также к изменению размеров шва (увеличивается высота и ширина, уменьшается глубина проплавления).
Протекание процесса горения дуги можно описать следующим образом. Капля начинает формироваться на торце электрода изначально не соосно. Во время роста капли она увеличивает свои размеры и под действием силы тяжести начинает занимать соосное положение.
Из-за большого количества факторов, влияющих на процесс сварки, невозможно заранее спрогнозировать процесс каплеобразования и каплепереноса и рационально задать все параметры сварки. Любое возмущение сети или проскальзывание в контакте «подающие ролики – электродная проволока» приведет к необходимости увеличения времени паузы. Рациональным решением данной проблемы является использование обратной связи по напряжению на дуге, так как при выравнивании капли на торце электродной проволоки будет уменьшаться длина дуги и, соответственно, напряжение на дуге (рис. 1). Изменяя пороговое значение напряжения, будет изменяться момент срабатывания системы обратной связи, после которого будет происходить наложение импульса, можно добиться стабильного процесса сварки, т.е. без разбрызгивания электродного металла [8].
Однако при нагреве проволоки на участке, ограниченной двумя контактными наконечниками, выше определенной температуры возможна потеря ее жесткости и замятие при входе в контактный наконечник. Необходимо регулировать величину тока паузы, времени паузы и скорости подачи проволоки во избежание перегрева проволоки.
Для контроля температуры проволоки на контактный наконечник через теплоизоляционную прокладку установлена контактная часть с температурным датчиком. Данные преобразуются в микроконтроллере, который подает сигнал на шаговый двигатель, изменяющий расстояние между контактными наконечниками, и на драйвер управления транзисторами, управляющими током паузы. Шаговый двигатель передвигает второй контактный наконечник и тем самым меняет длину участка проволоки, при этом меняется его сопротивление, а следовательно, изменяется сила тока паузы, а также – температура нагрева проволоки. А при изменении скважности импульсов также происходит изменение средней силы тока паузы. При этом происходит регулирование без изменения коэффициента расплавления, и наплавленный слой получается структурно однородным.
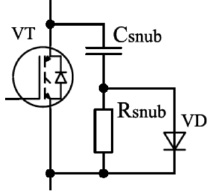
Рис. 4. Снабберная цепь
Перед горелкой установлен датчик расстояния (ультразвуковой или лазерный дальномер), который оценивает отклонение высот наплавленного слоя от его среднего значения. Погрешность измерения составляет 1 мм. Если датчик фиксирует углубление, то контроллер по заданной программе увеличивает силу тока и скорость подачи проволоки, увеличивая количество расплавленного металла, что приводит к заполнению и формированию более ровного слоя.
Так как дуга, в какой-то мере, является индуктивной нагрузкой, то при закрытии транзисторного ключа возникает большой всплеск по напряжению, превышающий напряжение сварки более чем в 5 раз (рис. 3). Это может привести к выходу транзисторов и других электронных компонентов из строя. Из-за малого времени индуктивного всплеска его не удается ограничить с помощью стабилитронов. Применяются снабберы (снаббер – это демпфирующее устройство, работающее в качестве фильтра низкой частоты, которое выполняет действие по замыканию на себе тока переходного процесса [5]). Снабберная цепь для защиты транзисторов состоит из конденсатора, поглощающего индуктивный всплеск, ультрабыстрого диода, с помощью которого конденсатор заряжается напрямую, а разряжается через сопротивление.
В процессе импульсно-дуговой наплавки с подогревом вылета электродной проволоки производили оциллографирование тока и напряжения. Типичная осциллограмма процесса приведена на рис. 5.
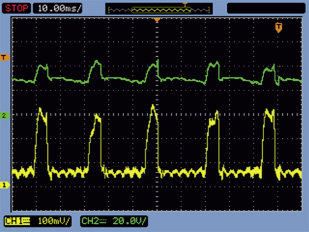
Рис. 5. Осциллограмма процесса импульсно-дуговой наплавки с подогревом вылета электродной проволоки (зеленая линия – напряжение (20 В/дел); желтая линия – сила тока (75 А/дел))
Как видно из осциллограмм, удалось снизить величину тока импульса и его длительность, что привело к снижению тепловложения. Величина тока импульса снизилась практически в 2 раза, а номинальная сила тока приблизительно в 1,5 раза, что согласуется с расчетом.
Выводы
Применение предложенного устройства в аддитивной промышленности позволяет:
1. Сократить время получения изделий из-за повышенного (в 2 раза) коэффициента расплавления.
2. Повысить точность изготовления изделий, так как снижение удельной энергии снижает перегрев и возможность стекания металла. Также отслеживание поверхности изделия позволяет исправлять дефекты на предыдущих слоях.
3. Если наплавка будет применяться для восстановления первоначальной формы и размеров изделия, то сниженное тепловложение снизит и величину деформаций.
4. Возможность создания полиметаллических изделий из-за низкой доли участия основного металла в металле шва.
Уже сейчас удалось получить куб, сняв верхний слой всего на 5 мм, что говорит о высокой точности изготовления. Но пока еще стоит ряд проблем, к примеру, выращивания на горизонтальной стенке и создания углов без последующей обработки, что будет решаться в дальнейших исследованиях.
В дальнейшем параметры процесса наплавки для аддитивного производства будут доработаны на основании математической модели, что приблизит процесс к идеальному. Все параметры можно будет подобрать как для повышения точности изделия с минимальной толщиной наплавляемого слоя, так и для заполнения больших объемов, но с небольшим тепловложением.
Библиографическая ссылка
Крампит М.А ПРИМЕНЕНИЕ УСТРОЙСТВА С ПОДОГРЕВОМ ВЫЛЕТА ЭЛЕКТРОДНОЙ ПРОВОЛОКИ ТОКОМ ПАУЗЫ В АДДИТИВНОМ ПРОИЗВОДСТВЕ // Фундаментальные исследования. 2017. № 4-1. С. 44-48;URL: https://fundamental-research.ru/ru/article/view?id=41433 (дата обращения: 14.06.2026).