



Работа относится к машиностроению и посвящена динамическому анализу автоматизаций контурной обработки деталей изделия легкой промышленности. Автор предлагает новый способ и устройства для его реализаций [1]. В работе предлагается АОМ550 для автоматизации процесса контурной окантовки деталей изделий ЛП.
Отличительными особенностями этого устройства является простота конструкции, надежность работы и обеспечение высокой точности выполнения технологической операции, а также технологическая гибкость, то есть без дополнительной переналадки конструкции машин можно выполнять контурные окантовки различной кривизны, так как контур является программой для работы АОМ550.
Что касается разработанных к настоящему времени устройств ориентации можно отметить, что основными из используемых в них способов ориентации обрабатываемых деталей являются:
– поступательное перемещение, включая перемещение по двум координатам;
– вращение относительно неподвижной оси;
– вращение относительно подвижной оси.
Наиболее распространенным способом ориентации детали относительно рабочих органов машины является ее поворот вокруг мгновенного центра вращения (МЦВ), который реализуется в двух вариантах:
– лежащих вне зоны взаимодействия рабочего инструмента с деталью;
– лежащих в зоне взаимодействия.
Данный способ представляется нам наиболее перспективным, тем более, что в ряде случаев, он позволяет устройству ориентации обойтись без системы управления, эти преимущества, обусловленные данным обстоятельством, сомнений не вызывают.
На рис. 1 приведена структурная схема устройства, предложенного автором; на рис. 2 – способ окантовывания деталей с положительной кривизной контура; на рис. 3 – способ окантовывания деталей с отрицательной кривизной контура; на рис. 4 – способ окантовывания с прямым контуром.
Устройство состоит из механизмов отклоняющей иглы вдоль направления строчки (рис. 1), основной рейки 2, дополнительной рейки 3, Т-образного рычага 4, шарнирно соединенной с одной стороны с основной рейкой 2, а с другой – с соединительным звеном 5, установленным в определенном месте, т.е. на одной линии с рычагом 4 (как показано на рис. 1), преодолевая сопротивление пружины 6 (7, 8), начинает поворачиваться вокруг иглы 1 до соприкосновения с упором 9. При этом знак и величина поворота зависят от кривизны контура детали, причем повороты осуществляются до соприкосновения края детали с положением 2–2, т.е. до соприкосновения края детали с упором в точке Е. Так, центр детали О1 с кривизной «+r» переместится в т. О2, эта же точка является центром мгновенного вращения детали Р1, которая находится в пересечении вертикали векторов скоростей VA, VB, VE, и VC (рис. 2). Поворотное движение детали стало возможным благодаря шарнирно соединенному Т-образной рамой АВС и соединительному звену СД, кинематически связанного с пружиной ДК, которые в конце ориентирования детали занимают новые положения А1В1С1Д1К.
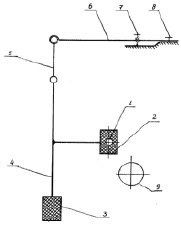
Рис. 1. Структурная схема окантовочного автомата (Патент РК № 9529)
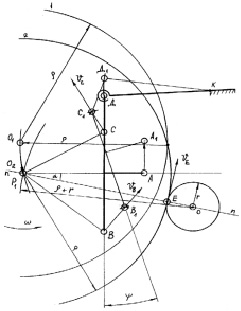
Рис. 2. Процесс ориентирования выпуклого контура (+ρ)
В случае окантовывания детали с контуром «–r» (рис. 3) деталь из положения 1–1 (рассматриваем случай, тогда в начале цикла ошибка установки детали под рабочие инструменты, отсутствует) перемещается между иглой и основной рейкой А на величину шага строчки в т. А1 на угол – ψ, тем самым перемещая деталь в положение 2–2. Так, центр детали в т. О1 переместится в т. О2, а устройство занимает новыеположения А1В1С1Д1К (см. рис. 3).
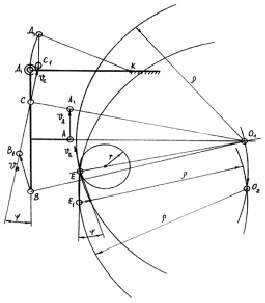
Рис. 3. Процесс ориентирования вогнутого контура (–ρ)
В случае окантовывания детали с прямым контуром, т.е. r = ∞ (рис. 4), деталь, после соприкосновения края детали с упором, перемещается прямолинейно, а скорости VA, VB, VE, и VC параллельны направлению строчки. После перемещения детали на шаг строчки устройство занимаетновые положения – А1В1С1Д1К (см. рис. 4). Если учесть, что контуры деталей, применяемых на производстве, можно описать выше перечисленными контурами или их комбинациями, а механизм обеспечивает постоянный контакт края детали на каждом шагу стежка, то контурная обработка детали любого контура выполняется автоматически.
Целью динамического анализа является разработка математической модели силовых характеристик рабочих инструментов автоматизированной машины, возникающих в процессе ориентирования и перемещения детали, с тем, чтобы обеспечивать эквидистантность строчки, равномерность длины шага стежка. На рис. 5 приведена расчетная схема динамики процесса орентирования детали [2].
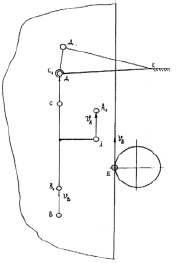
Рис. 4. Процесс ориентирования прямого контура
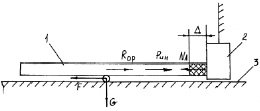
Рис. 5. Динамика процесса ориентирования детали: 1 – деталь; 2 – упор; 3 – рабочий стол машины; Δ – деформация края детали об упор.
Деформация края детали при автоматической ориентации с применением фрикционно-транспортно-ориентирующего устройства (ФТОУ) [2] не должна превышать допускаемую величину [έ], то есть обеспечиваются условия эквидистантности строчки относительно контура детали[2]:
∆ < [έ], (1)
где έ – допускаемая деформация края детали упором.
Заметим, что именно эта величина деформации на каждом шагу стежка, в процессе ориентирования с применением ФТОУ, заставляет деталь «отскакивать» от упора после выхода иглы от материала, а также когда рейки (основная и дополнительная) возвращаются в исходное положение. Так как этот процесс (сжатия края на упор и «отскакивания») повторяется на каждом шагу, складывается впечатление, что деталь колеблется автоматически. Естественно– это колебания затухающего характера[3].
Итак, для определения  с учетом сухого трения и условия (2), из принципа Д′Аламбера, запишем уравнения равновесия действующих сил [4]:
с учетом сухого трения и условия (2), из принципа Д′Аламбера, запишем уравнения равновесия действующих сил [4]:
 (2)
(2)
где F – главный вектор относительно центра масс сил трения с учетом сухого трения; Pин – сила инерции перемещающейся детали,
Pин = mдaд,
где mд – масса; aд – ускорение детали; NА – нормальное давление детали на упор;  ;
;  – ориентирующая сила.
– ориентирующая сила.
 (3)
(3)
акулоновая сила сопротивления между материалом и поверхностью платформы машины определяется по формуле:
 (4)
(4)
где k = μ, ,Q = Nc – сила давления дополнительной рейки на деталь; k = f – коэффициент трения детали об игольную пластину; Ψ – угол ориентирующего поворота детали в процессе шитья; r1, r2 – радиус вектора, соединяющий начало системы и элемента ds; υ – скорость детали; ω – угловая скорость детали при ее ориентации; g – ускорение сила тяжести детали; r = ry – радиус упора; р – функция распределения плотности детали.
А сила инерции определяется как: Pин = ma, где α – ускорения центра масс детали.
 (5)
(5)
где Puн – сила инерции ориентируемой детали.
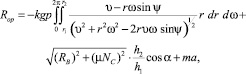
Исследуя (3 и 5) на ЭВМ, можно определить оптимальные параметры ФТОУ как ω, ψ, α, NC,, h1, h2, которые были использованы для разработки АОМ550 с различными типами ФТОУ, для автоматизации контурной окантовки. Ниже приводим результаты исследования зависимости Rа(ρ) и Rор(ρ) с применением программы Maple 6 [4], рис. 6:
Далее проведены исследования взаимодействия ограничительного упора края детали с контуром ориентируемой детали.Необходимость этого исследования обусловлена тем, что от величины торцевой деформации края детали зависит эквидистантность строчки, т.е. качество выполнения контурной обработки детали. Для скольжения края материала по рабочей поверхности упора необходимо, чтобы ориентирующая сила Rор была больше силы сопротивления:
Rор > FA. (6)
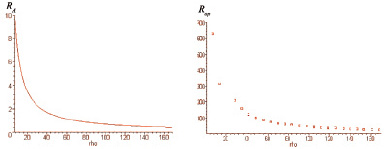
Рис. 6. Исследование зависимости Rа(ρ) Рис. 7. Исследование зависимости Rор(ρ)
Соответственно увеличивается FA = RAsinφ = μRAsinφ = – сила, препятствующая движению. Эта сила направлена под углом a– касательная в точке касания, где α = 90 – β определяет место расположения упора. Далее определяем минимальную величину RA, определяющую минимальное значение деформации торца детали об упор с учетом (3), (6).
Для оценки достоверности результатов теоретических исследований проведены экспериментальные исследования процесса ориентированного перемещения детали, для чего был разработан специальный, экспериментальный стенд на базе вновь созданной автоматизированной машины АОМ 550 кл. ПМЗ, где используется предлагаемый способ ориентации с учетом тех значений его рабочих параметров, которые были получены выше [5]. Результаты экспериментального исследования путем скоростнойкиносъемки подтверждают наличие автоколебания детали при ее ориентировании с применением ФТОУ, и эти колебания положительно влияют на процесс ориентирования, т.к. при выходе иглы из материала деформация края детали об упор восстанавливается, в результате следующий прокол осуществляется без отклонения от контура обрабатываемой детали.
Рецензенты:Баубеков С.Д., д.т.н., профессор, академик РАМ, проректор по научной работе ТИГУ, МОН РК, г. Тараз;
Немеребаев М., д.т.н., профессор, проректор по учебной работе Таразского инновационно-гуманитарного университета, г. Тараз.
Работа поступила в редакцию 17.10.2013.