



Особенностью эпоксидных полимеров является высокая зависимость их эксплуатационных свойств от структуры отвердителя [5]. Для отверждения эпоксидных олигомеров (ЭО) без подвода тепла широко используют соединения класса органических аминов [4, 5]. Это обусловлено тем, что органические амины легко реагируют с эпоксидными группами. Более того, при реакции ЭО с аминами наблюдается экзотермический эффект [5]. В условиях, исключающих отвод тепла, температура реакционной массы может достигать высоких значений [2], что приводит к переходу высоколетучих компонентов в газообразное состояние и, как следствие, возникновению пор и трещин в полимерных покрытиях. С другой стороны, выделение газа в ходе отверждения эпоксидных смол может быть использовано при синтезе пенополимеров. Поэтому важным является определение фазового состояния отвердителей при повышении температуры.
В числе аминных отвердителей значительную нишу занимают аминофенольные (АФ) соединения. Целью работы является изучение термического поведения промышленных и опытных образцов АФ.
Материалы и методы исследования
Объекты исследования: образцы промышленного отвердителя АФ-2 (I) производства ЗАО «Стерлитамакский нефтехимический завод» (ТУ 2494-052-00205423-2004); АФ-2 (II) ОАО «Котласский химический завод» (ТУ 2494-511-00203521-94); опытные образцы АФ (III-IX), полученные в лабораторных условиях по двухстадийной методике синтеза, описанной в работах [3, 4], с варьированием соотношения реагентов и порядка их введения. Характеристики промышленных АФ-2 (I, II) и опытных образцов АФ (III-IX) представлены в табл. 1.
Таблица 1
Характеристики образцов промышленных (I, II) и опытных образцов (III-IX) аминофенолов
|
Аминофенол |
Условия синтеза отвердителя |
Характеристики |
|
|
Внешний вид |
Доля титруемого азота, % |
||
|
Промышленные отвердители |
|||
|
АФ-2 (I) |
ТУ 2494-511-00203521-94 |
Вязкая жидкость тёмно-жёлтого оттенка, динамическая вязкость при 50 °С, не более 1,5 Па·с |
12–16 |
|
АФ-2 (II) |
ТУ 2494-052-00205423-2004 |
Густая тягучая субстанция тёмно-жёлтого оттенка; динамическая вязкость при 50 °С, не более 1,5 Па·с |
12–16 |
|
Лабораторные образцы АФ (синтезированы по двухстадийной методике [3, 4]) |
|||
|
Серия 1: на первой стадии вводили фенол (Ф) и параформ (П), на второй стадии вводили этилендиамин (ЭДА) |
|||
|
АФ (III) |
Т = 65 °С; соотношение (моль) Ф:П:ЭДА = 1:2:1.8 |
Жидкость светло-желтого цвета (30*) динамическая вязкость при 50 °С, не более 1860 МПа·с |
16,5 |
|
АФ (IV) |
Т = 45 °С; соотношение (моль) Ф:П:ЭДА = 1:2:2 |
Жидкость светло-желтого цвета (30*) динамическая вязкость при 50 °С, не более 265 МПа·с |
15,9 |
|
АФ (V) |
Т = 65 °С; соотношение (моль)Ф:П:ЭДА = 1:2:2 |
Жидкость светло-желтого цвета (30*) динамическая вязкость при 50 °С, не более 1023 МПа·с |
17,9 |
|
Серия 2: на первой стадии вводили фенол (Ф) и этилендиамин (ЭДА), на второй стадии вводили параформ (П) |
|||
|
АФ (VI) |
Т = 45 °С; соотношение (моль) Ф:ЭДА:П = 1:1.8:2 |
Жидкость светло-желтого цвета (30*) динамическая вязкость при 50 °С, не более 198 МПа·с |
15,3 |
|
АФ (VII) |
Т = 65 °С; соотношение (моль) Ф:ЭДА:П = 1:1.8:2 |
Жидкость светло-желтого цвета (30*) динамическая вязкость при 50 °С, не более 579 МПа·с |
15,5 |
|
АФ (VIII) |
Т = 65 °С; соотношение (моль) Ф:ЭДА:П = 1:2:2 |
Жидкость светло-желтого цвета (30*) динамическая вязкость при 50 °С, не более 322 МПа·с |
16,5 |
|
АФ (IX) |
Т = 45 °С; соотношение (моль) Ф:ЭДА:П = 1:2:2 |
Жидкость светло-желтого цвета (30*) динамическая вязкость при 50 °С, не более 200 МПа·с |
15,7 |
Примечание. * Цветность, баллы в соответствии с йодной шкалой.
В качестве эпоксидной смолы применена эпоксидно-диановая смола марки ЭД-20 (ГОСТ 10587-84): ММ ≈ 470 г/моль, массовая доля эпоксидного кислорода 20,2 %, динамическая вязкость при (25 ± 0,1) °С 12–25 Па·с.
В качестве пенорегулятора использован кремнийорганический продукт марки Пента-483 (ТУ 2483-026-40245042-2004): однородная жидкость от бесцветного до желтого цвета, без химических примесей, полностью растворимая в воде, кинематическая вязкость при 25 °С 700–1500 мм2/с, pH водного раствора 6,0–7.
Термическое поведение АФ определялось методом дифференциальной сканирующей калориметрии. Тип прибора: Совмещенная система ТГА/ДСК (STA 6000) – ИК-Фурье (Frontier) с использованием трансферной линии TL-900: ТГА/ДСК – нагрев от 46 до 900 °С, скорость нагрева 10 °С/мин в атмосфере азота (ОСЧ 99,999) при скорости продувки 20 см3/мин; ИК-Фурье режим мониторинга с ручным сохранением спектра в необходимый момент времени. Диапазон сканирования: 4000–600 см–1. Количество накоплений: 4. Оптические окна: KBr. Трансферная линия – температура во всех частях трансферной линии 270 °С. Скорость откачивания 65 мл/мин.
Результаты исследования и их обсуждение
Медленная потеря массы промышленными образцами АФ-2 (I, II) (рис. 1) начинается при температуре выше 47 °С, так же как и лабораторными образцами АФ (III-IX) (рис. 2, 3). Отметим, что полученные ТГ-кривые свидетельствуют о значительных различиях в составе АФ-2 разных производителей. При этом на ТГ-кривых наблюдается несколько участков, отличающихся скоростью потери массы образцами.
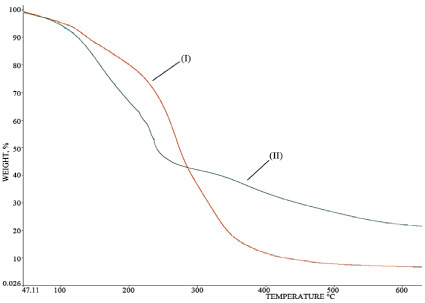
Рис. 1. ТГ кривые промышленных отвердителей АФ-2 (I, II) разных производителей
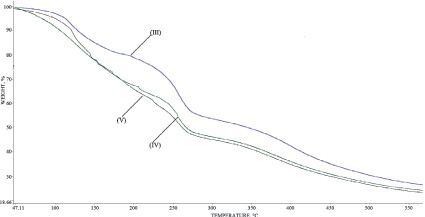
Рис. 2. ТГ кривые опытных образцов АФ(III-V) серии 1
В зависимости от условий получения лабораторных образцов АФ (III-IX) их поведение отличается по скорости потери массы (рис. 2, 3).
Для детального анализа полученные ТГ-кривые исследуемых образцов АФ были разбиты на участки с шагом 30 °С. Данные о потере массы сведены в табл. 2.
Полученные характеристики свидетельствуют о том, что исследуемые промышленные образцы АФ-2 (I, II) до температуры 70 °С теряют порядка 3 % от массы навески, до 100 °С образец АФ-2 (I) теряет 5 % массы, тогда как образец АФ-2 (II) другого производителя теряет 5,9 % массы.
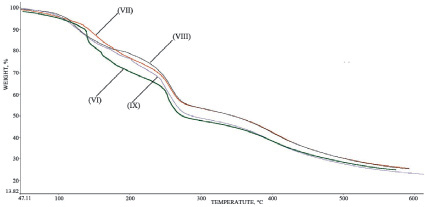
Рис. 3. ТГ кривые опытных образцов АФ (VI-IX) серии 2
Таблица 2
Влияние способа получения АФ на потерю массы при нагревании
|
Образец АФ |
Температура, °С |
|||||||||
|
Начало потери массы |
70 |
100 |
130 |
160 |
190 |
220 |
250 |
280 |
310 |
|
|
Процент потери массы образцом |
||||||||||
|
I |
47 |
3,0 |
5,9 |
11,8 |
20,8 |
29,9 |
38,8 |
51,9 |
55,6 |
57,8 |
|
II |
47 |
3,1 |
5,0 |
8,9 |
13,9 |
18,6 |
24,8 |
35,5 |
54,5 |
67,2 |
|
III |
47 |
1,7 |
3,0 |
10,4 |
16,3 |
19,6 |
23,5 |
31,8 |
36,2 |
46,0 |
|
IV |
47 |
4,8 |
10,6 |
19,5 |
27,6 |
35,0 |
39,2 |
47,3 |
57,6 |
59,8 |
|
V |
47 |
2,3 |
5,1 |
14,4 |
24,0 |
30,4 |
36,6 |
44,1 |
51,7 |
53,7 |
|
VI |
47 |
1,9 |
4,2 |
7,4 |
15,0 |
21,3 |
25,9 |
33,2 |
43,7 |
46,2 |
|
VII |
47 |
2,8 |
4,9 |
8,6 |
20,3 |
27,4 |
31,6 |
37,5 |
49,3 |
51,3 |
|
VIII |
47 |
3,2 |
9,3 |
19,7 |
27,6 |
30,4 |
31,3 |
35,3 |
48,4 |
50,9 |
|
IX |
47 |
2,7 |
3,7 |
7,2 |
14,8 |
20,8 |
25,4 |
33,0 |
43,2 |
45,7 |
Лабораторные образцы АФ (III-IX) до температуры 70 °С, в зависимости от условий их получения, теряют 1,7–4,8 % массы; до 100 °С потеря массы составила менее 5 %, за исключением образцов АФ (IV) и (VIII), полученных при соотношении реагентов Ф:П:ЭДА = 1:2:2 при 65 °С, как в серии 1, так и в серии 2.
Полученные данные позволяют сделать вывод о том, что во избежание образования газовых образований при формировании эпоксидного покрытия при использовании АФ-2 и опытных АФ при отверждении следует обеспечить температуру не более 47 °С.
Выше было высказано положение, что факт содержания легколетучих соединений в отвердителе может быть использован при синтезе вспененных эпоксиполимеров, отверждение которых проходит в компактном объеме. Как правило, количество вводимого порофора при получении эпоксипенополимеров составляет 4–7 % [1, 6]. Исходя из представленных данных о термическом поведении АФ (I?IX), можно полагать, что их использование позволит не вводить в композицию дополнительно порообразователь, что упростит технологию приготовления и будет способствовать ресурсосбережению.
Сделанные посылки были проверены на базовых композициях со смолой марки ЭД-20, отверждаемых промышленным отвердителем АФ-2 (II), либо лабораторным образцом АФ (IX) в присутствии пенорегулятора марки «Пента-483» и без пенорегулятора. ЭД-20 смешивали с отвердителем в течение 90 секунд со скоростью вращения мешалки 600 об/мин. Результаты влияния АФ-2 (II) и АФ (IX) на объем эпоксипенополимера представлены в табл. 3. Эксперимент показал, что объем композиции при отверждении увеличивается в 5–10 раз с образованием полимера, имеющего кажущуюся плотность 0,118–0,040 г/см3.
Таблица 3
Влияние отвердителя на изменение объема и кажущуюся плотность эпоксипенополимера
|
Состав композиции, мас.·ч |
Параметр |
Значение |
|
ЭД-20:АФ-2 (II) = 100:30 |
Скорость вращения мешалки, об/мин |
600 |
|
ΔV, % |
683 |
|
|
Кажущаяся плотность, г/см3 |
0,066 |
|
|
ЭД-20:АФ-2 (II):Пента-483 = 100:30:5 |
Скорость вращения мешалки, об/мин |
600 |
|
ΔV, % |
1150 |
|
|
Кажущаяся плотность, г/см3 |
0,040 |
|
|
ЭД-20:АФ (IX) = 100:30 |
Скорость вращения мешалки, об/мин |
600 |
|
ΔV, % |
330 |
|
|
Кажущаяся плотность, г/см3 |
0,118 |
|
|
ЭД-20:АФ (IX):Пента-483 = 100:30:5 |
Скорость вращения мешалки, об/мин |
600 |
|
ΔV, % |
527 |
|
|
Кажущаяся плотность, г/см3 |
0,076 |
Примечание. *Пента-483 – пенорегулятор (ТУ 2483-026-40245042-2004).
Выводы
Таким образом, полученные данные свидетельствуют, что аминофенольные отвердители содержат легколетучие компоненты, которые в условиях отверждения эпоксидных олигомеров в компактном объеме могут переходить в газообразное состояние, что, в свою очередь, может быть использовано при синтезе эпоксипенополимеров.